5.2 Stock Preparation
D.M. Donner
Every job begins with the stock. Whether it is a CNC production job or a simple benchwork job, we need to select the correct type and size of material. Most material is in bar form which is too large for our needs and must be cut to length. This task is considered benchwork and it requires the use of a manual saw, such as a hacksaw. A hacksaw is a manual saw designed for cutting tough materials like metals.
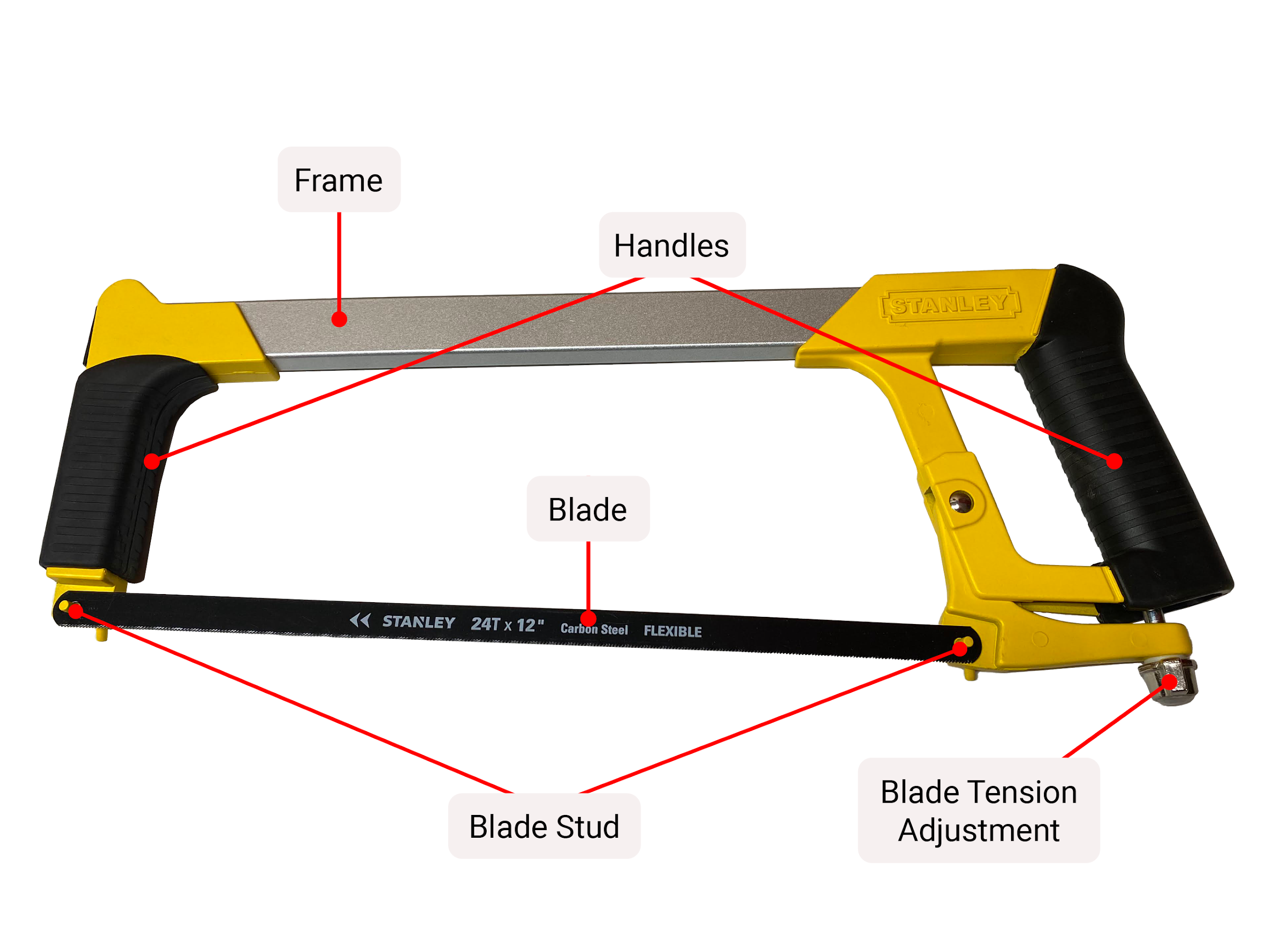
The features of a hacksaw are designed to hold a blade firmly in place as the operator moves the saw back-and-forth, and the blade’s cutting teeth sever the material. The blade studs and tension adjustment prevent the blade from wobbling during use. A hacksaw blade has a high tension to prevent movement. A large frame prevents bending, and robust handles allow the operator to grip the saw in a comfortable and firm manner. There are several models of hacksaws, but they all function similarly.

The most common hacksaw lengths are 10″ and 12″. This measurement refers to the blade’s length. Specific saw blades are selected for use based on the pitch of the cutting teeth and the thickness of the material to be cut. Blade length, number of cutting teeth, and blade material are the three primary considerations when choosing a saw blade.
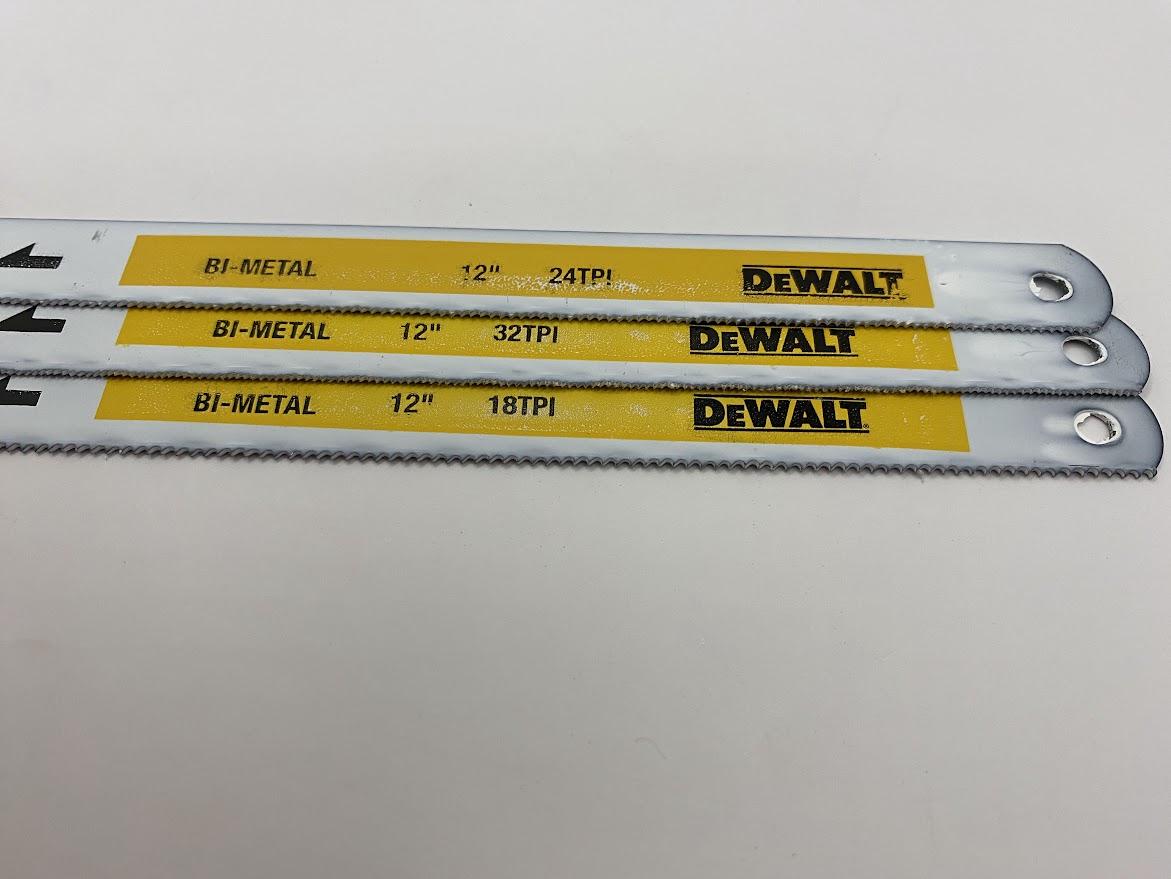
To cut effectively, blade material must be harder than the material being cut. The most economical quality blades are bimetal. Bi-metal blades are constructed of two types of metal. The blade body, which makes up the majority of the blade, is made from quality carbon steel but the cutting teeth are made from a harder material which is often heat-treated and tempered for better cutting performance.
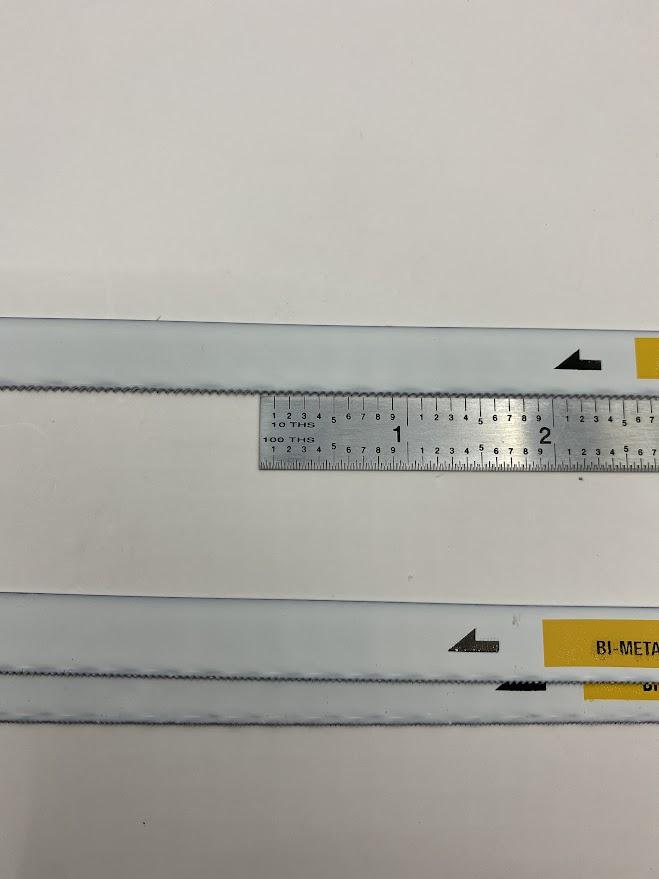
Selecting a blade with the correct number of teeth is critical to saw performance. Saw blade teeth quantity is expressed in teeth per inch (TPI). In the figure above, the saw blade has 18 TPI. In order to select the correct blade, the operator must know the material thickness. Also, the way a blade is positioned during a cut affects the function of the cutting teeth. The distance between two adjacent cutting teeth on a saw blade is referred to as the saw blade pitch. To calculate blade pitch, divide one inch by the TPI.
1 inch / 18 TPI = .055″
1 inch / 24 TPI = .041″
1 inch / 32 TPI = .031″
Calculating blade pitch is necessary when selecting a saw blade.

In the figure above, you can see the blade’s cutting teeth along the length of the blade. The teeth edges that will sever the crystalline structure of the metal, creating a chip. The gap between the blade’s teeth is called a gullet. The purpose of the gullet is to provide space for the chip to occupy while the blade is buried inside the stock material and then fall away. The gullet size is established by the TPI of the blade. A saw with more teeth will have smaller gullets, and a saw with fewer teeth will have larger gullets. This characteristic of a saw blade is the reason the correct saw blade must be selected. If the material is too thin, it will fall into the gullet between the cutting edges and rather than fall away, it will bind the saw, preventing movement and possibly damaging the adjacent teeth from the excess force required to overcome the blockage.
To select the correct blade TPI and prevent the saw from getting stuck, you must apply the rule of three teeth. The three tooth rule of saw teeth refers to the requirement for three cutting teeth to be engaged in the cut at all times. To calculate which TPI is necessary, the stock thickness needs to be known. For ¼: stock, we divide .25 by 3.
.25 / 3 = .083″
This means a blade TPI with a pitch of .083″ or less is needed. Select the blade closest to the calculated pitch necessary and install that blade. If too fine of a blade is selected, the small gullets can fill with chips and prevent the saw blade from progressing through the material in an efficient manner. This results in the operator needing to make more strokes to cut through the stock material. Cutting with a hacksaw is a time-consuming task requiring considerable effort. It is best to plan for efficiency.

The above photo shows that the teeth are pointing forward. This means the blade only cuts on the forward stroke. Ensure the blade is installed with the teeth pointing forward.
The figure above illustrates only two teeth in contact with the material. This blade will bind and not provide a quality cut. and the teeth on the blade will be damaged.

18 TPI blades are the most common coarse blade selection, and this is the correct blade for the application shown in figure 5.10. A blade pitch any finer would result in the operator’s wasted effort as the gullets would quickly fill and slow the sawing process.

The width of the gap cut by a saw blade is referred to as a kerf. The kerf must be wide enough to allow the saw blade to progress through the material without binding against the sides of the saw blade.
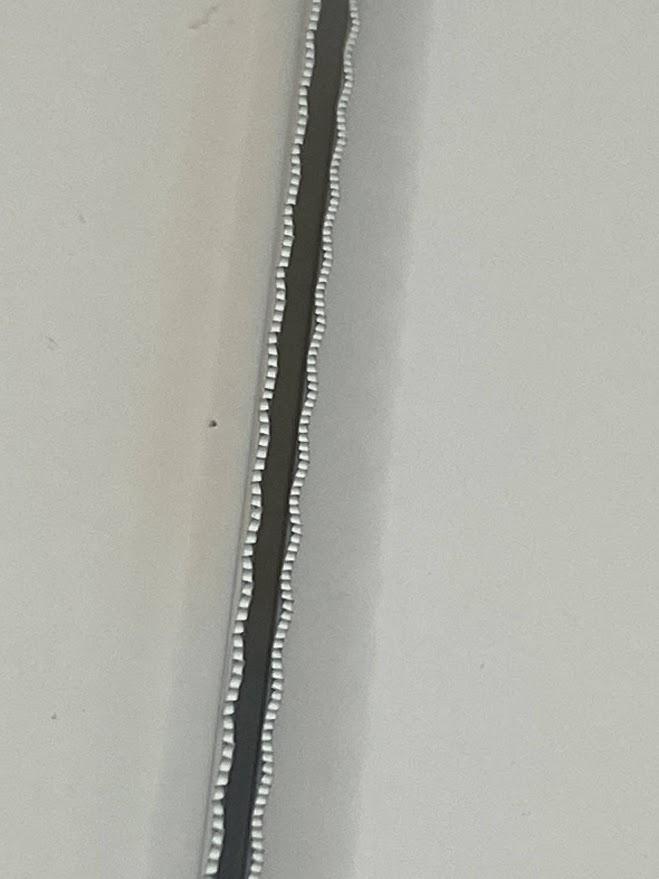
The feature of a saw blade that controls the width of the cut is called the tooth set. Tooth set is the deliberate bending of the tooth to the left and right of the blade creating an offset from one tooth to the next. In the figure above the tooth set creates the wavy progression from left to right of the blade’s teeth. On larger saw blades, individual teeth will be set left, right, and straight depending on the design of the blade.
Attributions
- Figure 5.4: Parts of a hacksaw by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.5: Hacksaw blade selection by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.6: Hacksaw blade cutting teeth selection by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.7: Hacksaw TPI by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.8: Close-up view of blade geometry by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.9: Stock material is too thin for an 18 TPI blade by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.10: 18 TPI blade by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.11: Saw blade kerf by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 5.12: Hacksaw blade tooth set by Damon Donner, for WA Open ProfTech, © SBCTC, CC BY 4.0
a manual saw designed for cutting tough materials such as metals using a back and forth cutting action
Two different metals bonded together to share physical properties. The carbon steel provides the toughness, and the high speed steel provides the hard cutting edge.
The distance between two adjacent cutting teeth on a saw blade
The gap between the blades cutting teeth
The principle of having a minimum of three teeth of the saw blade engauged in the material
the amount of material removed by saw blade when making a cut
the deliberate bending of the tooth to the left and right of the blade creating an offset from one tooth to the next on a saw blade
