10.18 Tailstock Cutting Operations
Micky R. Jennings
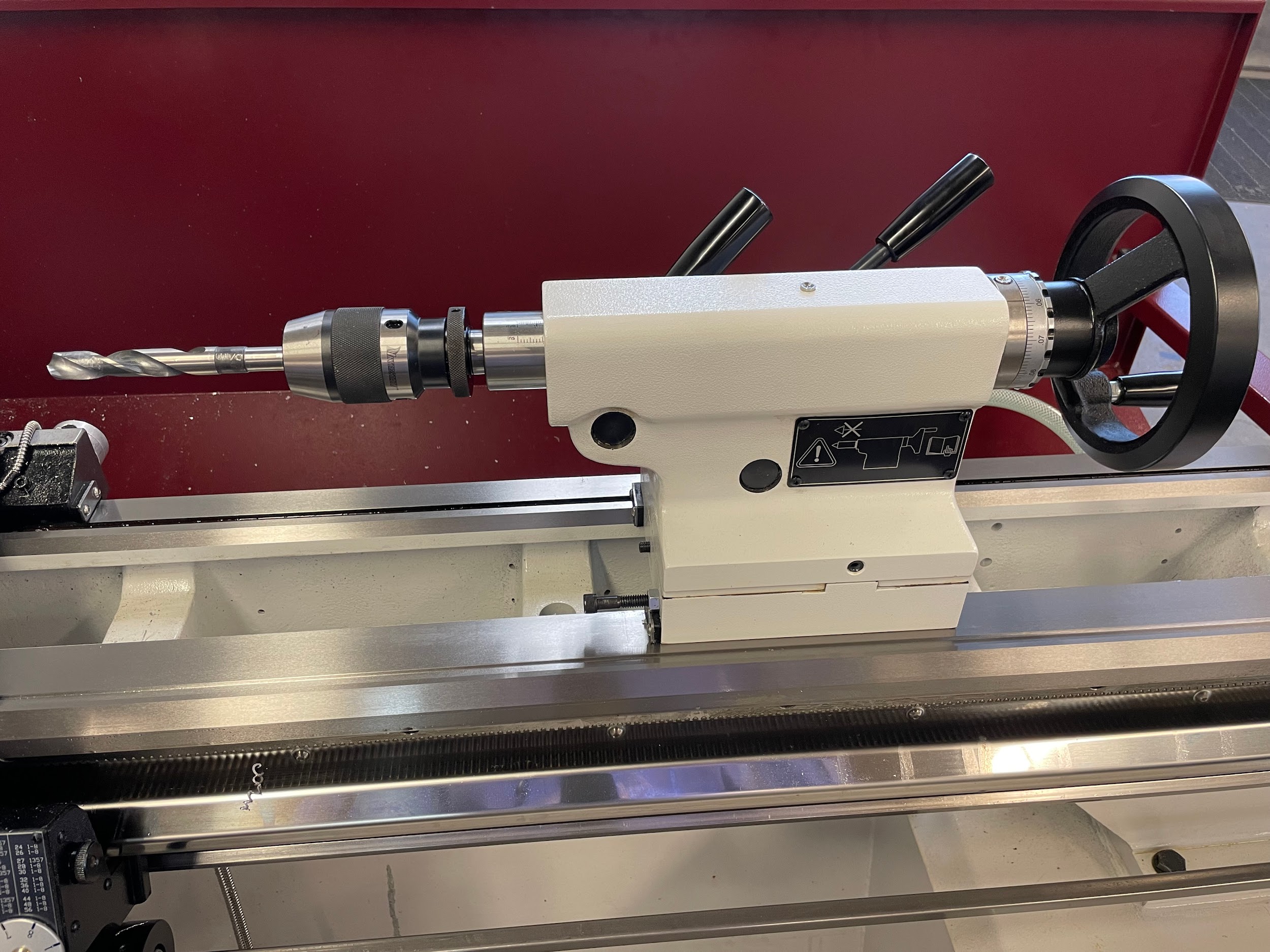
Drilling, reaming, tapping, countersinking, and counterboring are the main tailstock cutting operations performed on a lathe. Tailstock cutting operations are basically the same hole making operations that could be performed in a drill press, except they are performed horizontally and in the center of a rotating workpiece. One key advantage of performing these operations on a lathe is that no layout line is needed and there is no center punch mark to chase around. The hole can easily be made in line with the center of the spindle.
Step by step process for tailstock drilling:
- Clean the Morse taper of the tailstock.
- Clean the Morse taper shank of a drill chuck
- Install the drill chuck into the tailstock by quickly and forcefully inserting the tool into the taper of the tailstock.
- Install a center drill or spot drill into the drill chuck.
- Calculate and select a spindle speed appropriate for spotting the hole.
- Turn on the spindle.
- Apply a drop of oil to the tip of the tool.
- Spot the hole.
- Remove the spotting tool or drill chuck and install the twist drill.
- Calculate and select a spindle speed appropriate for drilling the hole.
- Oil drill.
- The depth of a hole drilled on a lathe can be determined by a semi-precision method using the graduations on the quill or a more precise method using the graduations on the hand wheel.
- Drill the hole in a similar fashion to that of a drill press. The lathe is often much more powerful than the drill press, therefore, it can perform heavier machining operations and use larger twist drills without the need for pilot drilling.
- Remove the twist drill and install whatever secondary operation may be required.
- Calculate and select the spindle speed, then perform the operation in the same fashion as on a drill press.
Step 8: Spot the hole.

Step 9: Remove the spotting tool or drill chuck and install the twist drill.

Step 11: Oil drill.

Step 13: Drill the hole in a similar fashion to that of a drill press. The lathe is often much more powerful than the drill press, therefore, it can perform heavier machining operations and use larger twist drills without the need for pilot drilling.”

Attributions
- Figure 10.216: Tailstock drilling by Micky R. Jennings, courtesy of Wenatchee Valley College, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Video 10.104: Micky R. Jennings, courtesy of Wenatchee Valley College, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 10.217: Installing a taper shank drill by Micky R. Jennings, courtesy of Wenatchee Valley College, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Video 10.105: Micky R. Jennings, courtesy of Wenatchee Valley College, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Video 10.106: Micky R. Jennings, courtesy of Wenatchee Valley College, for WA Open ProfTech, © SBCTC, CC BY 4.0
