7.3 Blade Characteristics
Tim A. Bacon
Important characteristics of a band saw blade
The band saw is the most common machine found in the shop. There are a variety of band saw blades to choose from and it is important to consider the characteristics of a saw blade when selecting one for a job. The choice will affect the quality of the cut, the life of the blade, and the time needed to make the complete cut. The blade is a continuous metal band with a series of teeth on one edge. The back of the blade is on the opposite side of the teeth. It is usually supported by bearings and contributes to the pressure of the blade on the material. Let’s consider the features of the band saw in greater detail.
Blades are classified by the number of teeth per inch, or TPI. The distance between each tooth is known as the pitch. Material will be supplied in a bulk plate or bar shape. The first step is to cut the material down into small blank stock sizes. You must know the material you are cutting and the right TPI to choose.
(TPI and Pitch examples)
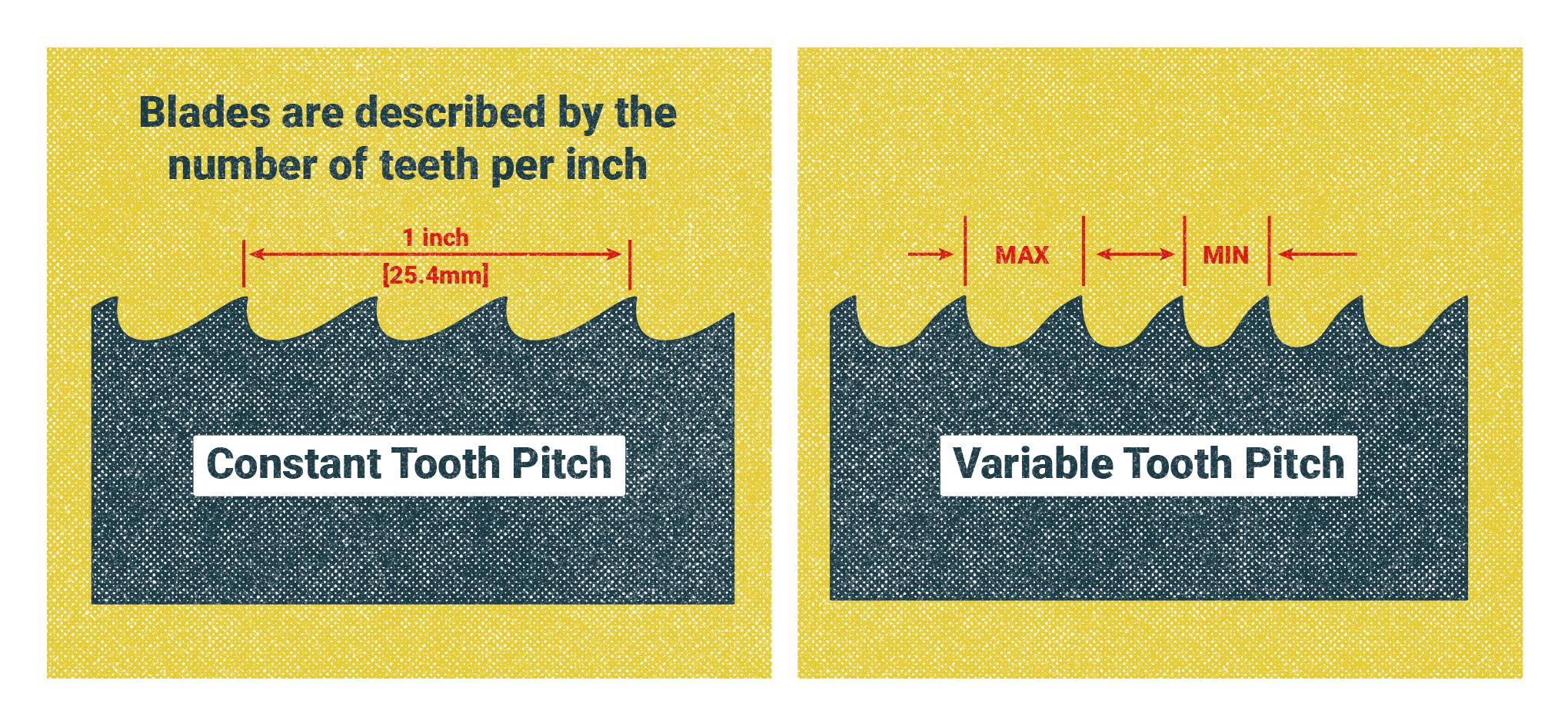
A high number of TPI will indicate a fine-tooth blade for hard material or thin parts due to the three tooth principle. A low number of TPI will be used for softer materials. The number of teeth in an inch should increase with the hardness of the material. A blade might be described as a 6-10 blade. That means the number of teeth in an inch varies between six and ten.
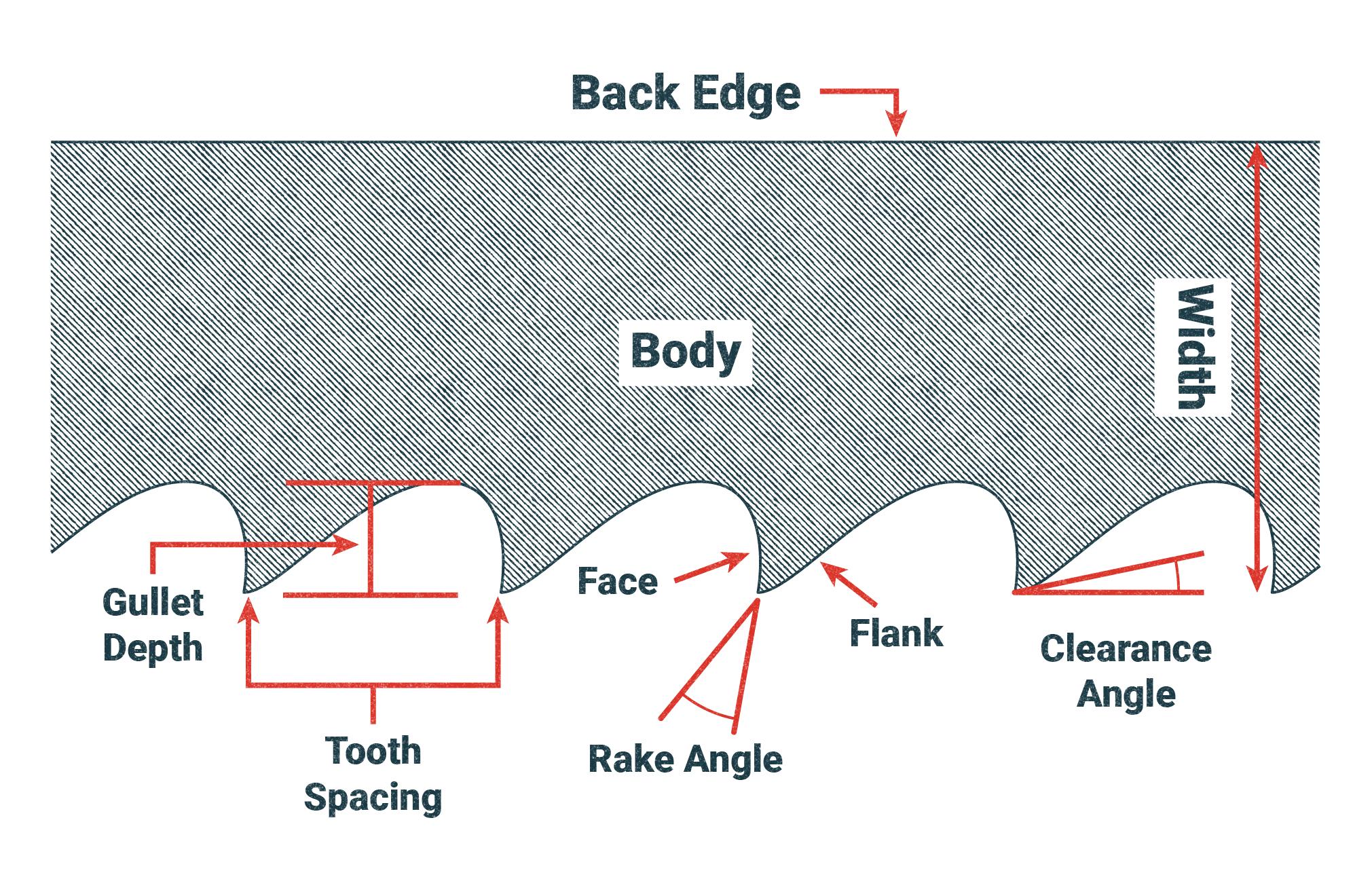
The number of teeth is also related to the gullet. A blade used for steel might have 14 teeth per inch. The blade will run slowly and make small chips. If this blade were used for aluminum, the RPM would be higher. More heat will result from the faster moving blade, bigger chips will be made, and ultimately, those chips will build up in the gullet, and the blade will quit cutting.
The continuous nature of the band saw allows it to run cooler than a reciprocation style.
Blade width is another important feature of the band saw blade. Width is the distance from the teeth to the back of the blade. Blade width will either help keep the saw running straight or allow the part to be turned so that corners can be cut. The larger the width, the straighter the blade will cut. Saw blades that have a width of less than 1/8 inch will allow corners to be cut. When preparing material in the shop, straight cuts are needed. A horizontal bandsaw that is set up to precut material will have a .75 or 1.0 inch width blade. This will help it cut straight across the length of a longer cuts. Smaller parts cut on the vertical bandsaw may need to have a corner or radius cut. This task requires a blade with a .5 inch width to allow it to curve around the part.
Another characteristic of the blade to be aware of is the kerf.
The thickness of the blade is an approximation of the kerf. The kerf is the amount of material that the blade removes. When cutting several parts out of bar stock, the kerf must be considered to get an accurate number of parts that one bar can provide.

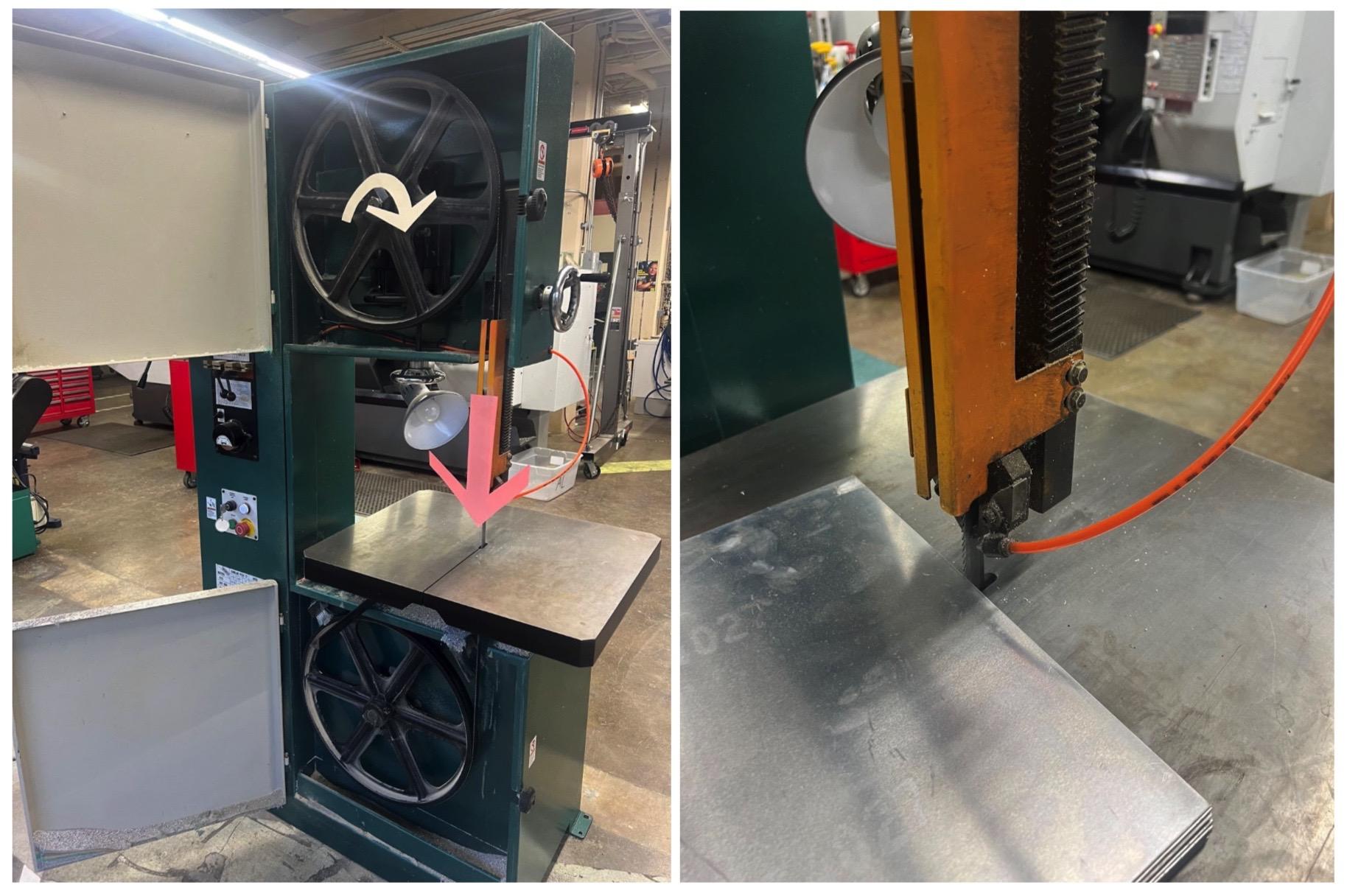
As material is cut, the blade rides on two large wheels. There is a follower that supports the blade as the material is pushed into it. Without the follower, when the part is pushed into the blade, the blade will come off of the wheels and likely be damaged. Using the movable guide supports will help keep the saw cutting straight.
A band saw blade will commonly fall into one of the three following material types:
a. Carbon Steel blades
A carbon blade is a good choice because these blades are the least expensive. The downside is that they need to be run at a slower RPM than other blades. This means it will take longer to make the same cut than when using a bi-metal, or carbide blade. If curves need to be cut, the carbon steel blade is typically the only type of blade available in a width of .25 or less inches.
b. Bi-Metal blades
These blades have a carbon steel body with a strip of high speed steel (HSS) on the side with the teeth. This makes the blades more expensive than the carbon blades. With teeth made of HSS, these blades can run at higher RPMs. This will enable them to cut through material in less time.
c. Carbide teeth blades
These blades are the most expensive because they have brazed-on carbide teeth. In extreme production applications, these blades are often chosen. They can handle a very high RPM and cut through a wide variety of materials.
Choosing an abrasive blade
The type of abrasive blade used in a chop saw depends on the material being cut. Here are a few applications;
- Aluminum oxide – These blades are designed to cut ferrous materials. They are composed of abrasive grains bonded with aluminum oxide.
- Silicon carbide – The silicon blade is suitable for cutting non-ferrous materials such as aluminum, brass, and copper. They are capable of fast cuts and have a long life.
- Diamond blades – These are useful in cutting hard materials such as concrete, stone, and ceramic materials.
Attributions
- Figure 7.13: Describing a saw blade: by Nicholas Malara, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 7.14: Saw blade geometry by Nicholas Malara is released under CC BY-SA 3.0
- Figure 7.15: The kerf by T. Bacon, courtesy of Bates Technical College, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 7.16: Saw direction, and guide by T. Bacon, courtesy of Bates Technical College, for WA Open ProfTech, © SBCTC, CC BY 4.0
Please look for related terms in the Glossary
the distance from one tooth to the next. exspressed as 1/TPI.
the distance from the smooth back of the sawblade to the front of the teeth.
the amount of material removed by saw blade when making a cut
steel that is comprised of two elements, iron, and carbon. used for cutting tools, springs, wrenches, and other types of equipment.
Two different metals bonded together to share physical properties. The carbon steel provides the toughness, and the high speed steel provides the hard cutting edge.
A very hard material that can cut more aggressively, but is brittle.
Blades designed to cut ferrous material that are composed of abrasive grains bonded with aluminum oxide.
A synthetic abrasive manufactured through the fusion of high grade silica sand and finely ground carbon used to cut non ferrous materials.
a saw blade with diamond segments along the cutting edge. Used to cut hard material, it grinds through the material instead of cutting.

{kind=link}