11 Direction of Welding
The direction of welding affects heat input. Whether 5G and 6G position welds are deposited with downhill or uphill travel depends on the wall thickness of the pipe and on the type of base metal.
Downhill Welding
Thin-wall mild steel pipe, such as the type used for cross-country pipelines, is typically welded with downhill travel. The weld starts at the top of the pipe and progresses to the bottom of the pipe.
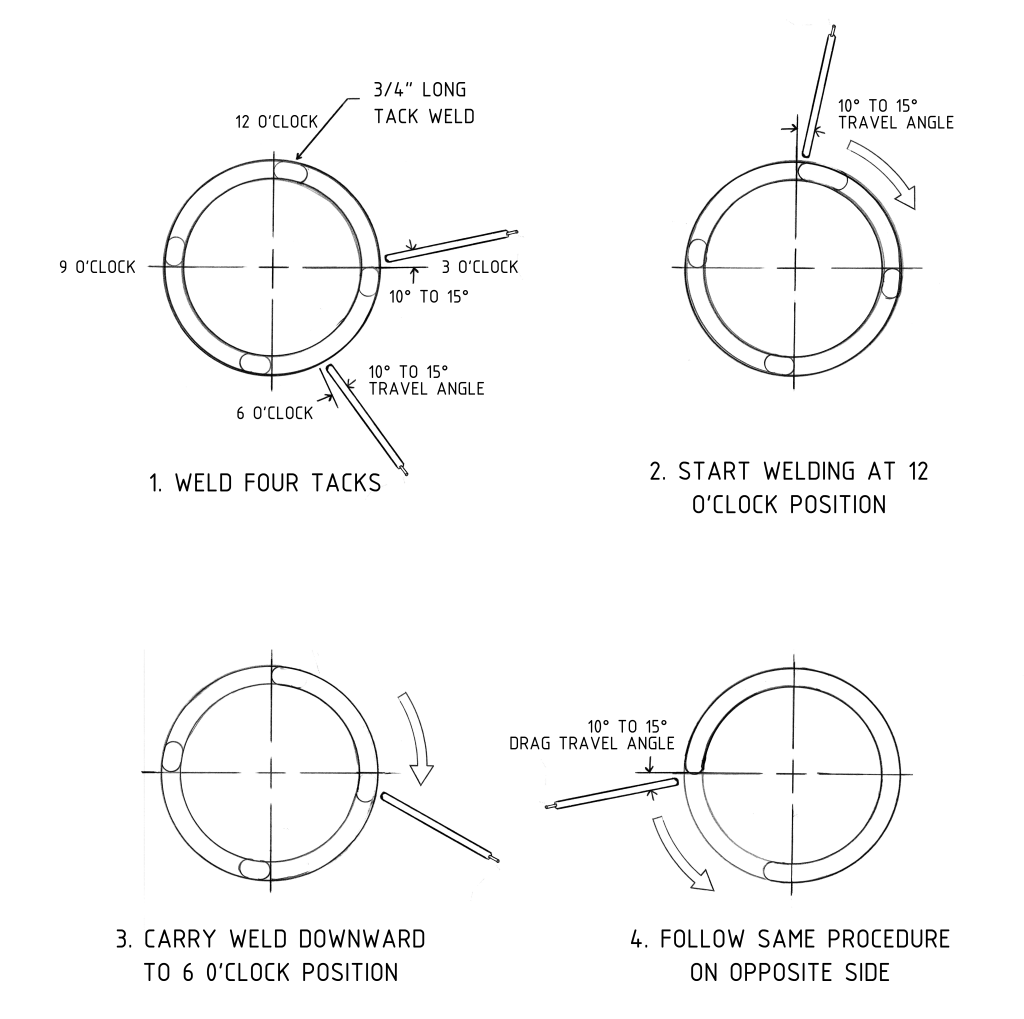
Downhill welding allows for faster travel speeds and lower heat input, which results in higher production rates and minimal problems with distortion and other welding-related problems. Thin-wall pipe also retains heat longer, which means it cools at a slower rate. This results in higher ductility in the weld zone.
Weld pool control can be a problem with downhill welding because gravity causes the molten weld pool to flow in the direction of travel. If the weld pool grows too large, slag can become trapped under the molten metal and cause slag inclusions and incomplete fusion. The welder must watch the weld pool carefully and adjust travel speed to keep the electrode on the leading edge.
Uphill Welding
Thick-wall pipe or pipe made from alloy steel is typically welded with uphill travel. The weld starts at the bottom of the pipe and progresses to the top of the pipe.
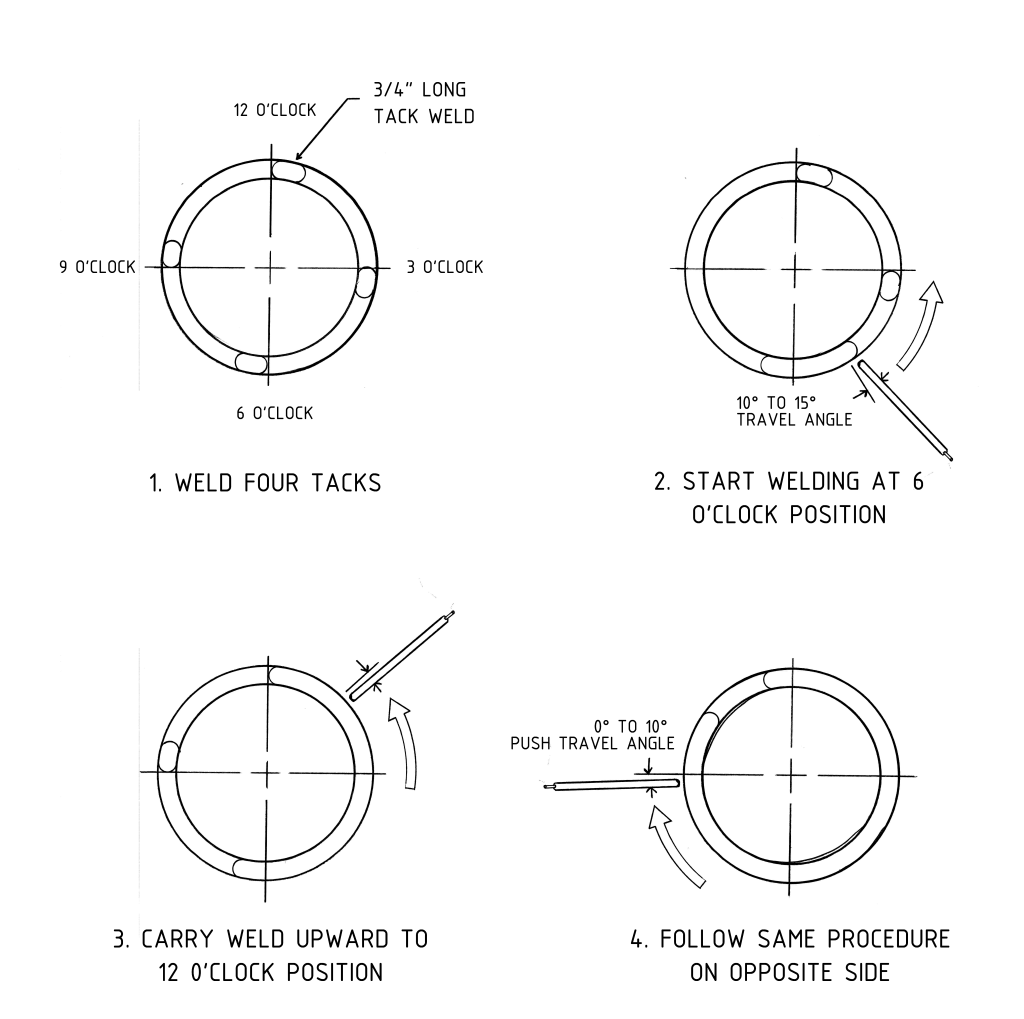
Uphill welding involves higher heat input, slower travel speeds, and thicker weld beads compared to downhill welding. This helps to compensate for the rapid heat loss associated with thick-wall pipe and allows the weld zone to cool at a slower rate. Slower cooling helps to avoid brittleness.
