13 2G Position (Horizontal)
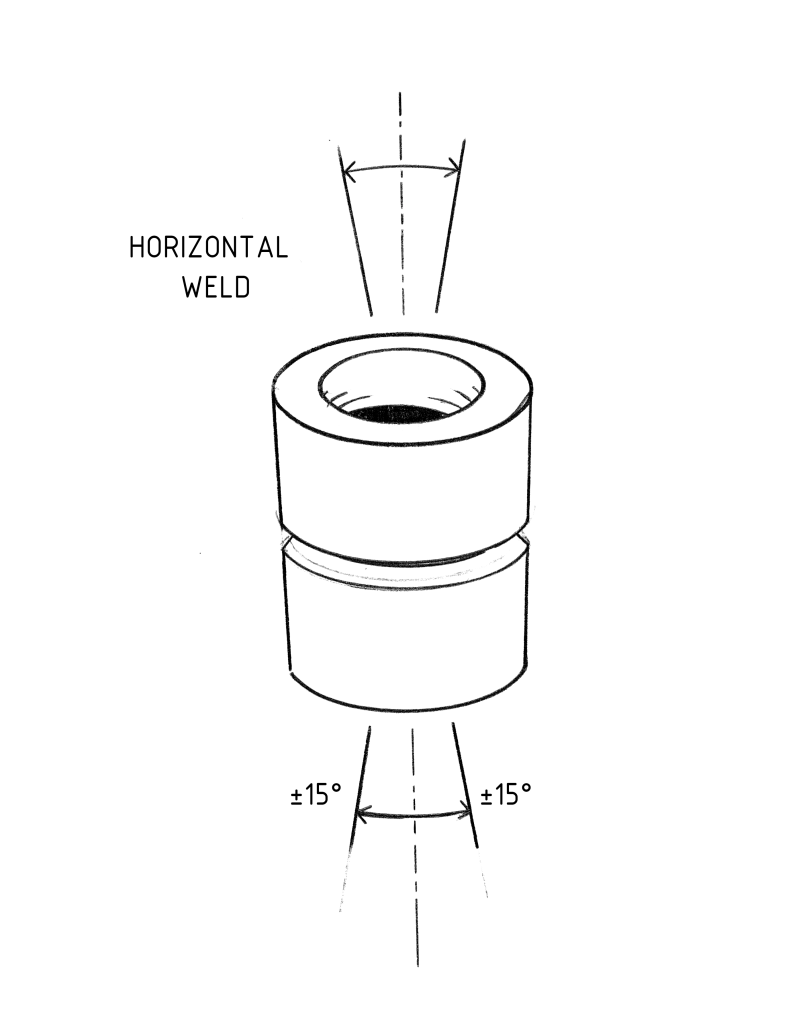 For the 2G position, the pipe is vertical +/- 15º, and the joint is horizontal. The pipe is fixed (not rotated). The work angle is 90º with a 5º to 10º drag travel angle.
For the 2G position, the pipe is vertical +/- 15º, and the joint is horizontal. The pipe is fixed (not rotated). The work angle is 90º with a 5º to 10º drag travel angle.
Root Pass
The root bead is deposited with the work angle about 5º below horizontal (85º from the bottom pipe), with a 10º to 15º drag travel angle using a steady drag. Start the bead on a feathered tack weld, and tie into tacks as welding progresses around the pipe. If the root opening is wide in some places, use a slight weave to bridge the gap. The finished bead should be brushed to remove any silicon deposits.
- Strike the arc on the tack weld about ½” in front of the feathered edge to preheat the front edge of the tack.
- Hold a long arc and move to the leading edge of the tack.
- As the weld pool forms, shorten the arc to about 1/16” or 1/32” above the root face and hold it in place until the keyhole forms.
- Use the whip-and-pause technique to deposit the root bead.
- Whip one electrode diameter forward to remove heat from the weld pool, and then return the arc to the leading edge of the weld pool and pause to deposit filler metal.
- If the weld pool begins to sag, lower the work angle 5º to 10º to direct heat toward the top edge of the joint.
Intermediate & Cover Passes
![]()
The electrode angles and welding technique are similar for depositing intermediate and cover passes with GMAW-P or FCAW-G.
The first intermediate bead is deposited with the electrode centered on the bottom toe of the root pass. The work angle is about 5º above horizontal (85º from the top pipe) with a 10º to 15º drag travel angle using a steady drag. The second intermediate bead is deposited with the electrode centered on the top toe.
The cover pass is deposited with the same electrode angles as the beads in the intermediate layer. The bottom and top cover beads should be about 1/16” to 1/8” wider than the original groove width with a smooth transition into the base metal. The work angle is 5º below horizontal (85º from the bottom pipe) with the same travel angle and a steady drag. The weld bead should overlap the first intermediate pass by one-half to two-thirds.
