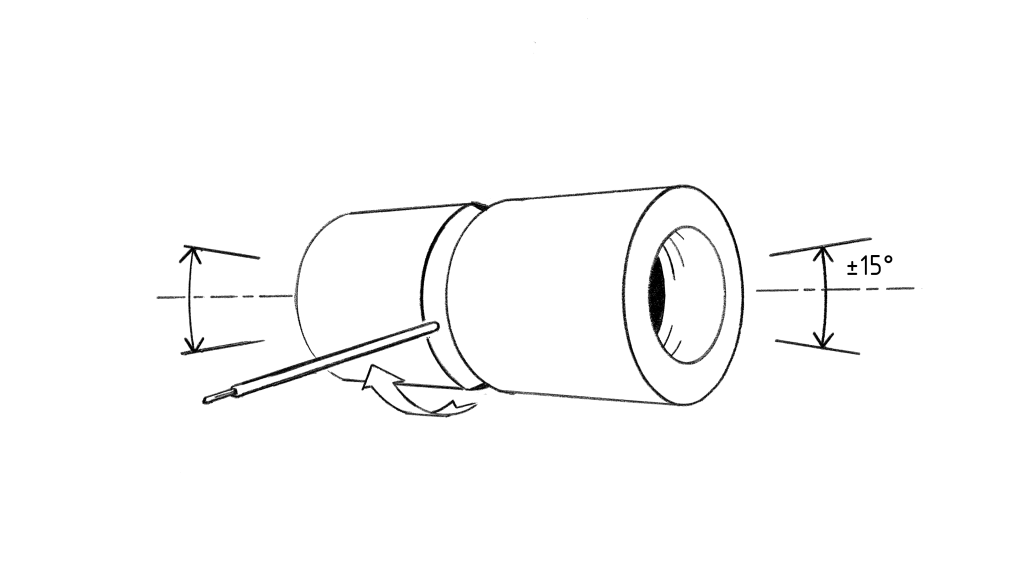
14 5G Fixed Position (Multiple)
In the 5G position, the pipe is horizontal +/-15º. The work angle is 90º with 5º to 10º travel angle. Maintain the same travel angle in all welding positions.
On 5G position welds with GMAW-P, the direction of travel can be uphill with push travel or downhill with drag travel. Regardless of the direction of travel, a Z-weave technique is used to deposit the intermediate and cover passes unless specified otherwise.
The 5G and 6G positions are the most challenging to weld because they involve multiple welding positions. Joints in the 5G and 6G position can also be welded uphill or downhill depending on wall thickness and the type of base metal. The welding procedure specification (WPS) will indicate the direction of travel.
 Uphill Travel
Uphill Travel
- Strike the arc on the tack nearest the 6 o’clock position about ½” from the feathered edge.
- Use a long arc to preheat the front edge of the tack, and shorten the arc to form the keyhole.
- Deposit the root bead in the overhead position using push travel.
- It is important to maintain a consistent keyhole and weld pool.
- If the keyhole starts to close up, decrease travel speed until the keyhole grows to the correct size.
- If the keyhole grows too large, increase travel speed, and use the whip-and-pause technique to control heat input.
- As the welding position changes from overhead to vertical, the weld pool can be controlled using a whip-and-pause technique.
- Using a wrist motion, the electrode is advanced in the direction of travel about one electrode diameter to allow the weld pool to cool slightly.
- Then the arc is returned to the leading edge of the weld pool to deposit filler metal.
- Use the whip-and-pause technique for the remainder of the root pass.
- Watch the weld pool closely, and keep the electrode on the leading edge.
- Tie into the adjacent tack, and break the arc.
- Chip away the slag, and brush the weld thoroughly with a wire brush before depositing the next section of the root bead.
In 5G position with uphill travel, the cover pass is typically welded with E7018 electrodes using a Z-weave or crescent weave unless specified otherwise. When using weave beads, pause briefly at each toe to fill any undercut and to ensure complete fusion into the sides of the joint.
Downhill Travel
- Strike the arc on the tack nearest the 12 o’clock position about ½” from the feathered edge.
- Move the arc to the leading edge of the tack, and shorten it to form the keyhole.
- Use a steady drag to deposit the root bead.
- Keep the arc on the leading edge of the weld pool, and adjust travel speed as necessary to maintain a consistent keyhole and weld pool size.
In 5G position with downhill travel, the cover pass is typically welded with E6010 or similar electrodes using a Z-weave technique.
Key Notes
- It is important to pause briefly at each toe to prevent undercut and to fuse into the sides of the joint.
- The electrode should be kept on the leading edge of the weld pool.
- Maintain the same electrode angles relative to the joint in the overhead, vertical, and flat positions.
- The weld should be cleaned by chipping away the slag and brushing it thoroughly with a wire brush.
- A properly deposited root bead should provide the appropriate amount of root reinforcement as specified by the applicable code.
- Incomplete root penetration is cause for the entire weld to be rejected.
