8 Intermediate Passes
An intermediate weld pass (or hot pass) is a single progression of welding subsequent to the root pass and before the cover pass. In pipe welding, the first intermediate weld pass fills any undercut caused by the root pass. It also burns out particles of slag that may remain in the groove. The hot pass should fuse into the root bead and into the sides of the joint.Depending on welding position and direction of travel, intermediate passes may be deposited as weave beads, stringer beads, or a combination of both.
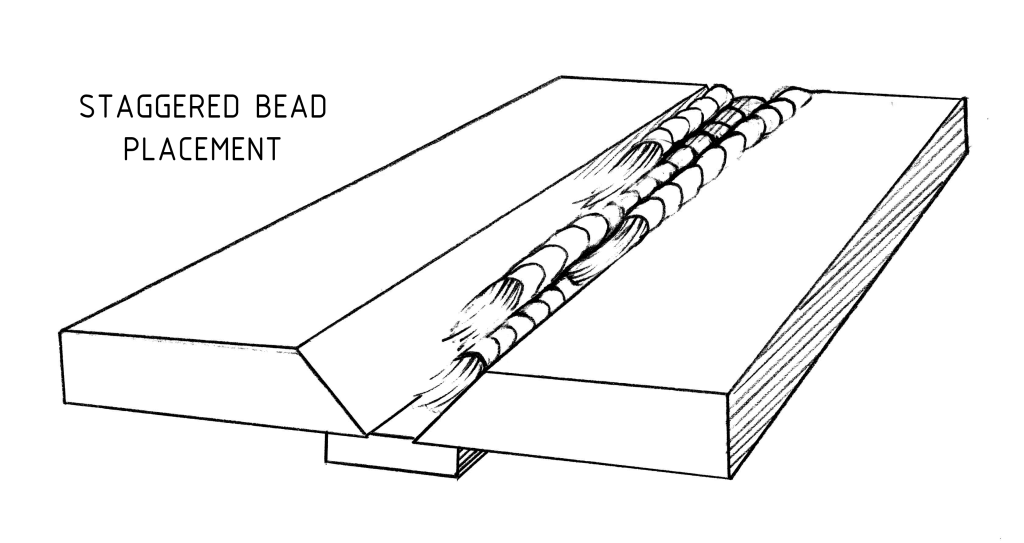
Stopping and Restarting Intermediate Passes
Intermediate weld beads should be staggered so no two adjacent beads start or stop in the same place. This ensures a stronger weld and minimizes areas of weakness where the weld may fail.
To break the arc, welders should use a quick movement of the wrist away from the direction of travel. At minimum, the last 2” section of the weld bead and an area about 1” in front of the crater should be cleaned to prevent slag inclusions.
To restart with an E6010 electrode, strike the arc on the previous bead about ½” in front of the crater and establish a long arc. Move slowly toward the crater, and shorten the arc while tracing around the crater to re-establish the weld pool. The crater should be filled completely before resuming normal travel.
To restart with a low-hydrogen electrode, strike the arc in front of the crater, and travel back to trace the crater, but do not use a long arc. Maintaining a short arc length helps to prevent porosity. It also minimizes sagging in the 2G and 6G positions.
Other Best Practices
Intermediate weld passes are typically deposited with the largest diameter electrodes possible to fill the weld joint efficiently. Each intermediate weld pass should fuse completely into the previous weld pass. The number of intermediate passes (fill passes) making up the intermediate layers required depends on the wall thickness, the groove angle, the size of the electrode, and the welding process used.
Slag produced by SMAW or FCAW must be completely removed after each pass to prevent slag inclusions, and the weld should be brushed with a wire brush.
The last intermediate layer should fill the joint to within 1/16” to 1/32” of the surface of the pipe.
