18 Welding Pipe with GTAW
Gas tungsten arc welding (GTAW) is commonly used to weld the root bead in pipe joints where high quality welds are essential, such as in high-pressure piping systems for power plants and refineries. Typically, the first intermediate pass is also welded with GTAW because a GTAW weld bead is thin compared to a bead deposited with SMAW. The remainder of the joint is typically welded with SMAW using low-hydrogen electrodes, such as an E7018.
Depositing GTAW Root Pass
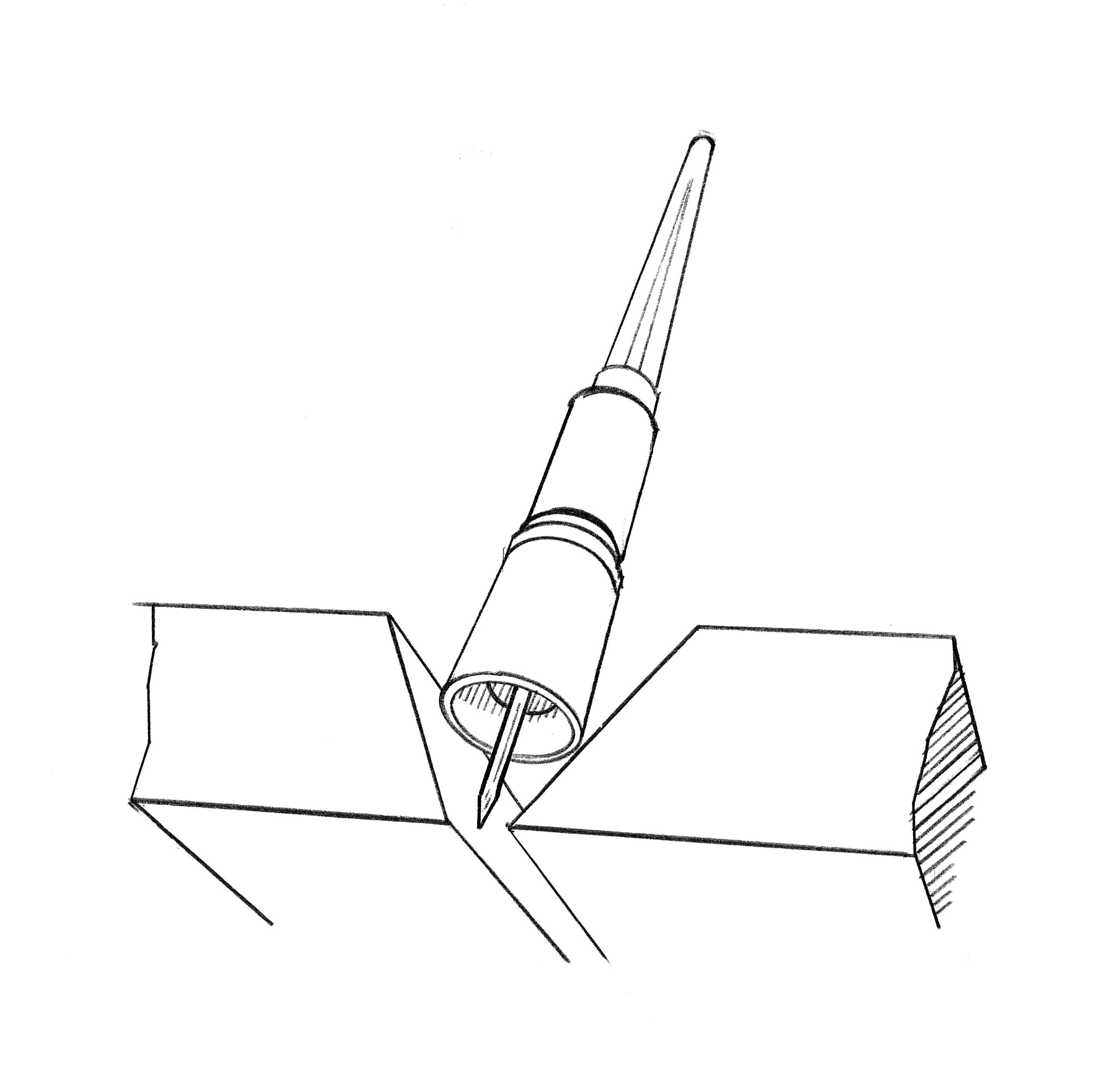
When using GTAW to deposit a root bead, the root face should be approximately 1/16” with a root opening of 1/16” to 3/32”. The tungsten electrode should extend to the top edge of the root face with the nozzle resting on the groove faces of the joint. The work angle is 90º with a 15º to 20º push travel angle. The filler rod angled about 20º above the joint. The direction of welding is uphill.
- With the electrode in the joint, and the nozzle (cup) resting on the groove faces at or near the 6 o’clock position, start the arc and hold it in position until the weld pool and keyhole form.
- Push the torch forward with a consistent travel speed while oscillating the electrode about 15˚ to either side of center.
- Let the nozzle rest on the groove faces as you oscillate the electrode forward. This technique is called “walking the cup”.
- Dip the filler rod into the leading edge of the weld pool with a steady rhythm to maintain a consistent weld bead.
- The electrode must be reground if it becomes contaminated by touching it to the pipe or to the filler rod.
When welding a root on high alloy steel, stainless steel, or titanium, an inert backing gas, or purge gas, such as argon should be used to prevent contamination, or sugaring, on the root side of the weld. GTAW may be specified to fill the entire joint on some base metals or where weld integrity is deemed critical, such as in some aerospace applications.
