5 Welding Passes
The three types of weld passes used to weld all groove welds are the root pass, intermediate pass(es), and cover pass(es).
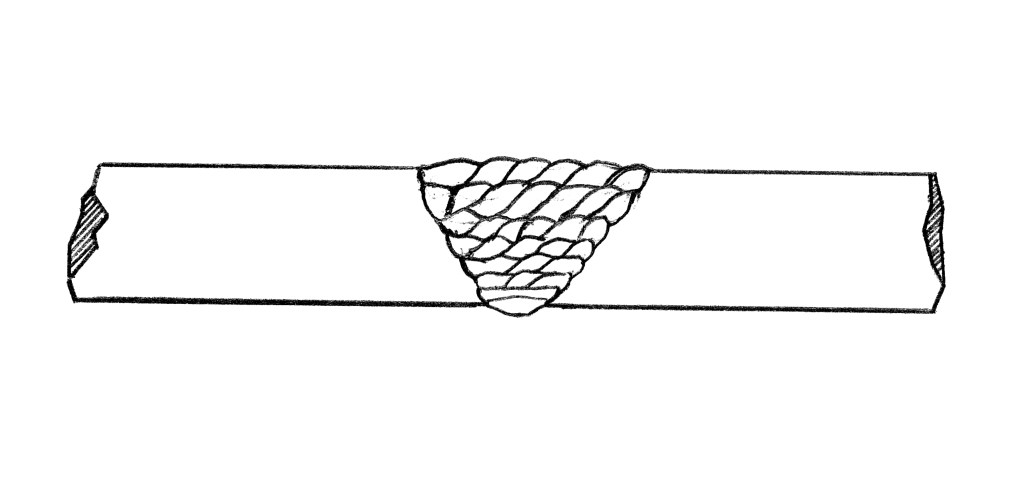
- The root pass is typically deposited as a single weld bead.
Side View of a Root Pass - Intermediate passes are deposited as a single weave bead or two more stringer beads. The last intermediate pass should fill the joint to within 1/16” to 1/32” below the surface of the pipe.
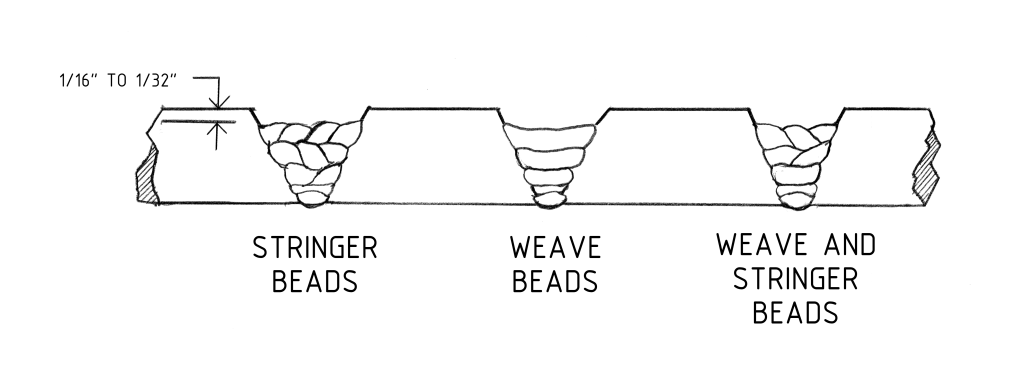
- The cover pass is deposited as a series of stringer beads or as a single weave bead. The choice of stringer beads or as single weave beads for intermediate and cover layers is based on joint position, direction of travel, and the welding process used.
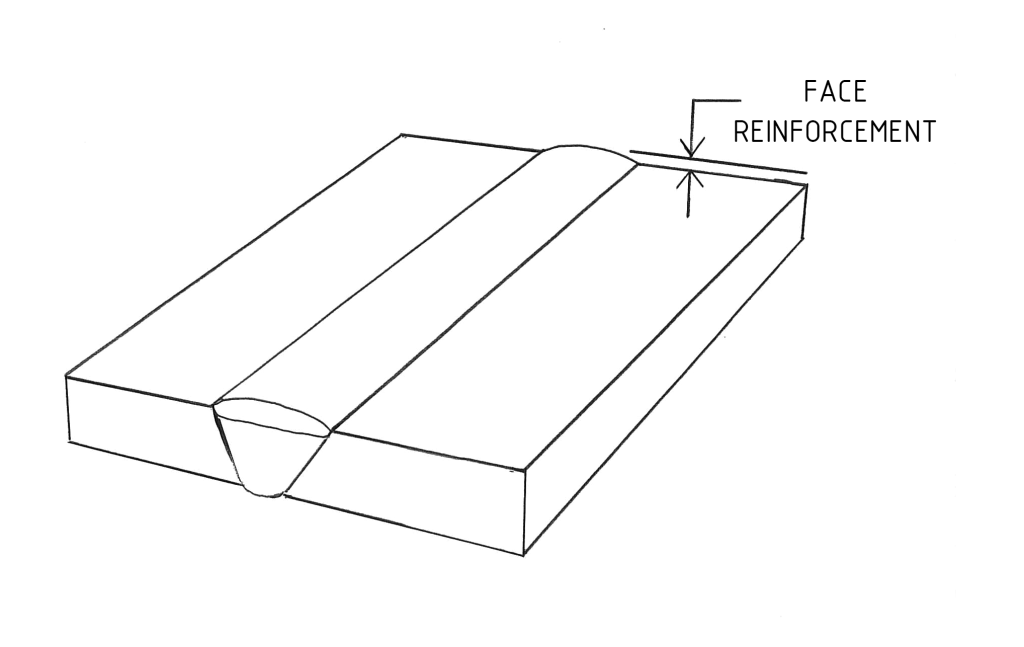
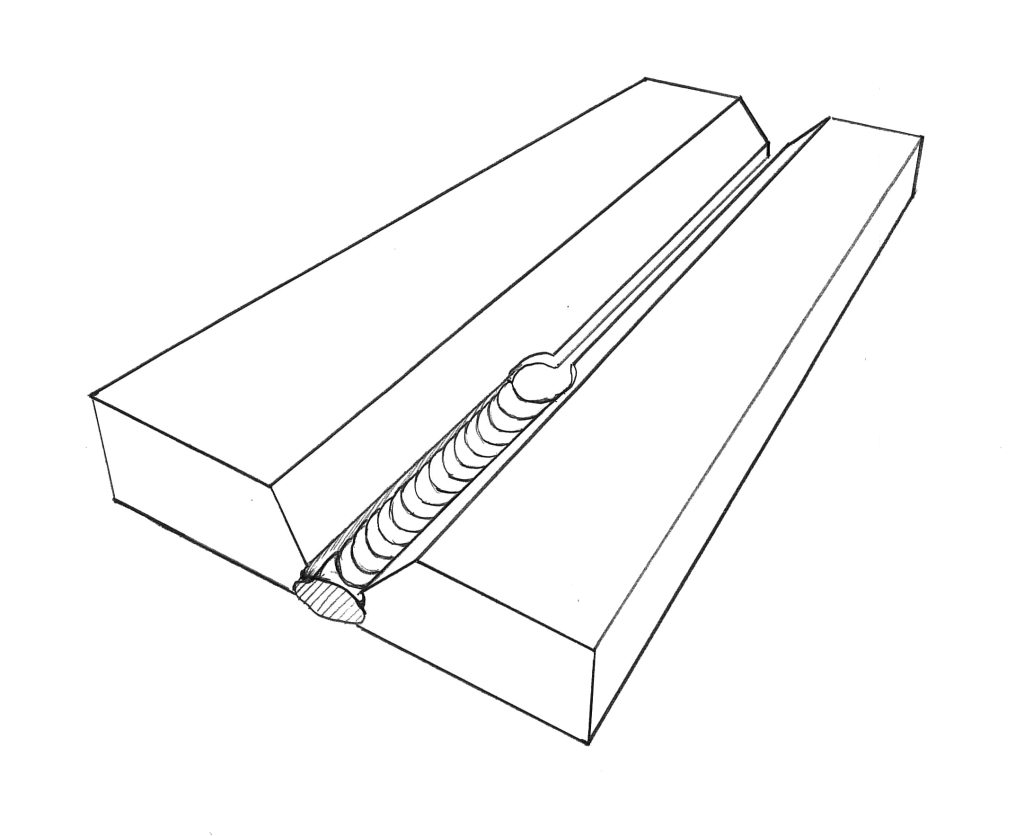
Diagram of Cover Pass
A suitable inter-pass temperature should be maintained throughout the welding operation. This allows the pipe to cool more slowly and helps to prevent the build-up of residual stresses in the joint, especially on thick-wall pipe with high alloy content. Therefore, if the welding is stopped and the pipe is allowed to cool completely, it should be preheated with an oxy-fuel gas torch or with an electric induction heating blanket before resuming the welding operation.
Typically, a qualified welding procedure specification (WPS) accompanies the welding job. The WPS includes joint preparation; welding processes to be used; electrode type and size; welding parameters and bead placement; preheat, inter-pass, and post heating requirements; and any other necessary details. The WPS is based on the applicable pipe welding code (API 1104, ASME Section IX, or AWS).
Generally, the narrower the weld bead, the higher its impact strength.
Keyholes
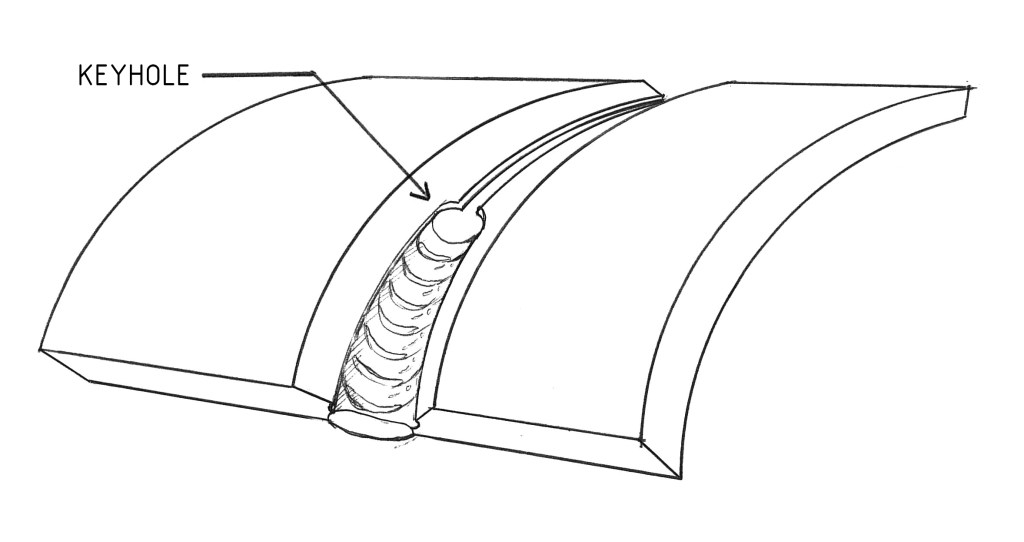
The keyhole is a tear-shaped area of burn-through at the leading edge of the weld pool.
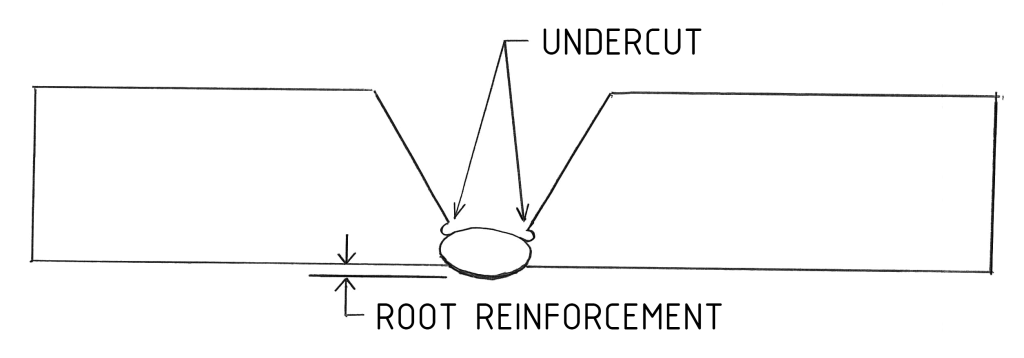
It is a critical feature of open root welding because it ensures complete penetration to the root side of the joint. The keyhole should be about a third larger than the outside diameter of the electrode so the electrode can fit through it. A keyhole that is too large will produce excessive burn through and excessive root reinforcement. A keyhole that is too small will result in incomplete penetration.
Smooth Tie-Ins
When the weld pool has to tie into the end of another bead, slow the travel speed slightly. Make sure the weld pool fills the crater at the end of the other weld, and that it blends into the other bead to ensure a smooth tie-in. Then break the arc.
