20 Welding Pipe with SMAW
Typically, the root pass is deposited with a deep penetrating electrode, such as an E6010 or E6011. Electrodes with higher tensile strength, such as an E7010 or E8010, can be used for the root pass if required. Intermediate and cover layers are deposited with low-hydrogen electrodes, such as an E7018, when travel is uphill. For downhill travel, and E6010 or another suitable electrode from the F3 group is used.
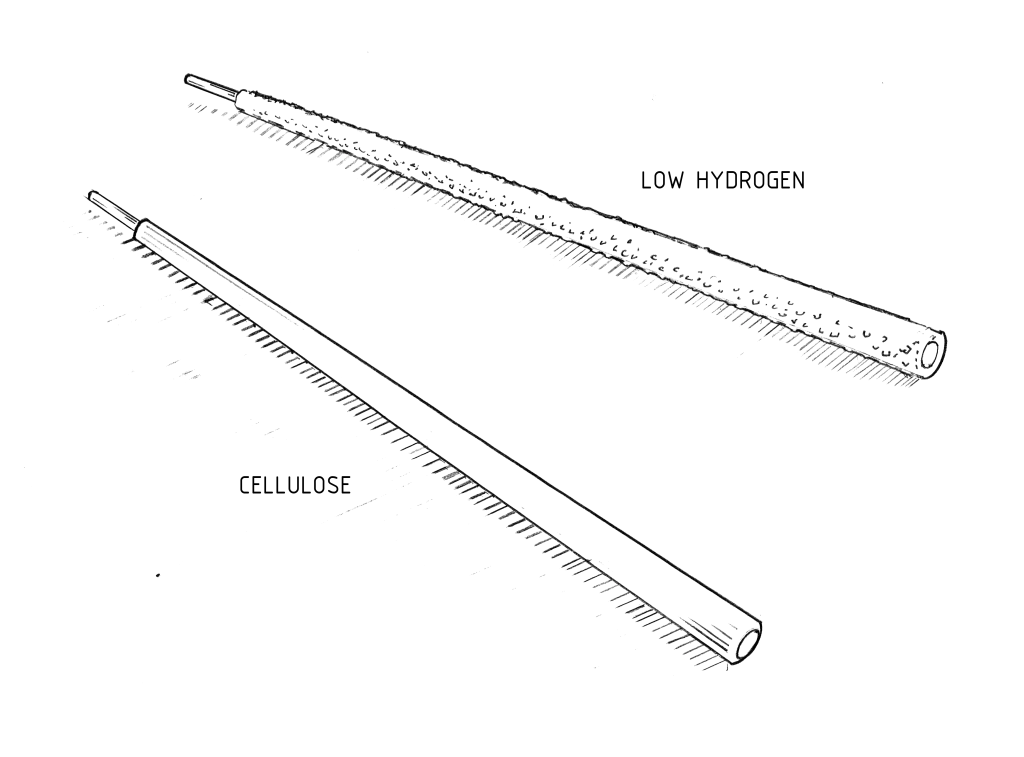
Electrodes and operating ranges are typically specified in the welding procedure specification (WPS). Low-hydrogen electrodes, such as an E7018, have different performance characteristics than electrodes in the deep penetrating F3 group that must be considered when welding pipe. They cannot be used for downhill travel because they produce a heavy slag that can flow ahead of the weld pool and cause slag inclusions.
The arc length must be kept as short as possible to prevent the weld bead from sagging and to minimize the risk of developing pinhole porosity. Low-hydrogen electrodes must be stored in an electrode oven or in a portable electrode quiver to prevent the flux coating from absorbing moisture, which can introduce hydrogen gas into the molten weld metal.
