Chapter 10 Part 3: Manual Lathes
TOOL HOLDING
Work holding devices on a lathe are designed to securely hold the tools for various operations. They need to be simple, quick and easy to use. The most common tool holding solutions on a lathe are toolposts and drill chucks. These solutions come in many different styles, but they perform the same function of holding the tools.
Rocker tool post
Arocker tool post is one of the older styles of tool posts that may still be found on some lathes. This style has a central bolt that tightens against a tool holder. The tool holder itself is sitting on a wedge that has a round bottom. The round bottom of the wedge sits in a round tapered base. The circular portion of the wedge and the base allow the tool holder to rock up and down. The up-and-down movement is used to set the tool height before locking the tool into position with the top bolt.
Square indexable tool post

A square tool post has a central bolt and nut arrangement that tightens it to the tee slot in the compound rest. Tools can be mounted on four sides of this tool post and indexed when loosened in order to use different cutting tools. When tools are mounted in this tool post, they must be shimmed in order to get the proper tool height. This tool post design is still seen on some lathes, but is often replaced with a more efficient model.
Quick change tool post
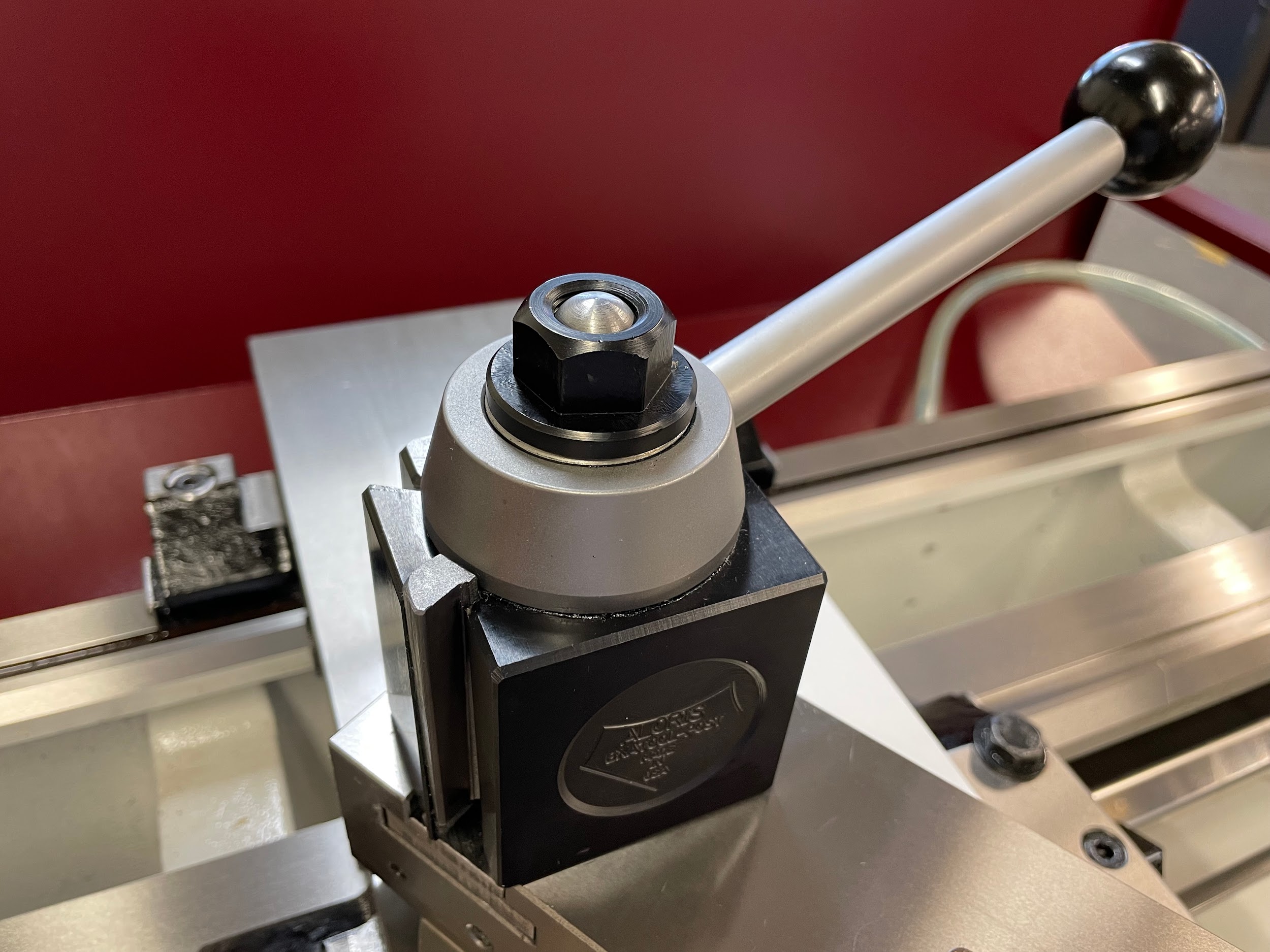
Quick change tool posts have become the standard of the industry. With a design that is quick, easy to use, and repeatable, it is superior to many other styles. Although there are many different types of quick change tooling some common elements exist. Quick change tool holders have a central bolt and nut, similar to the square type, locking in the position and orientation of the main body of the tool post. There is a cam mechanism inside the base that is actuated by a handle on top of the tool post. The cam mechanism moves a piston or a portion of a dovetail in and out to tighten and loosen a tool holder that is mounted onto the body. The tool holder itself has a similar design to that of the square tool post, using set screws to tighten a cutting tool inside a support channel. Where the difference lies in the tool holder is an adjustable screw that is used to move the tool holder up and down on the body before it is secured in place. This system allows the operator to have as many different tools as they have tool holders for, ready to go to complete a job. Meaning that the operator can set the tools up once and save time by not having to adjust and set the tools up for each part.
Drill Chuck

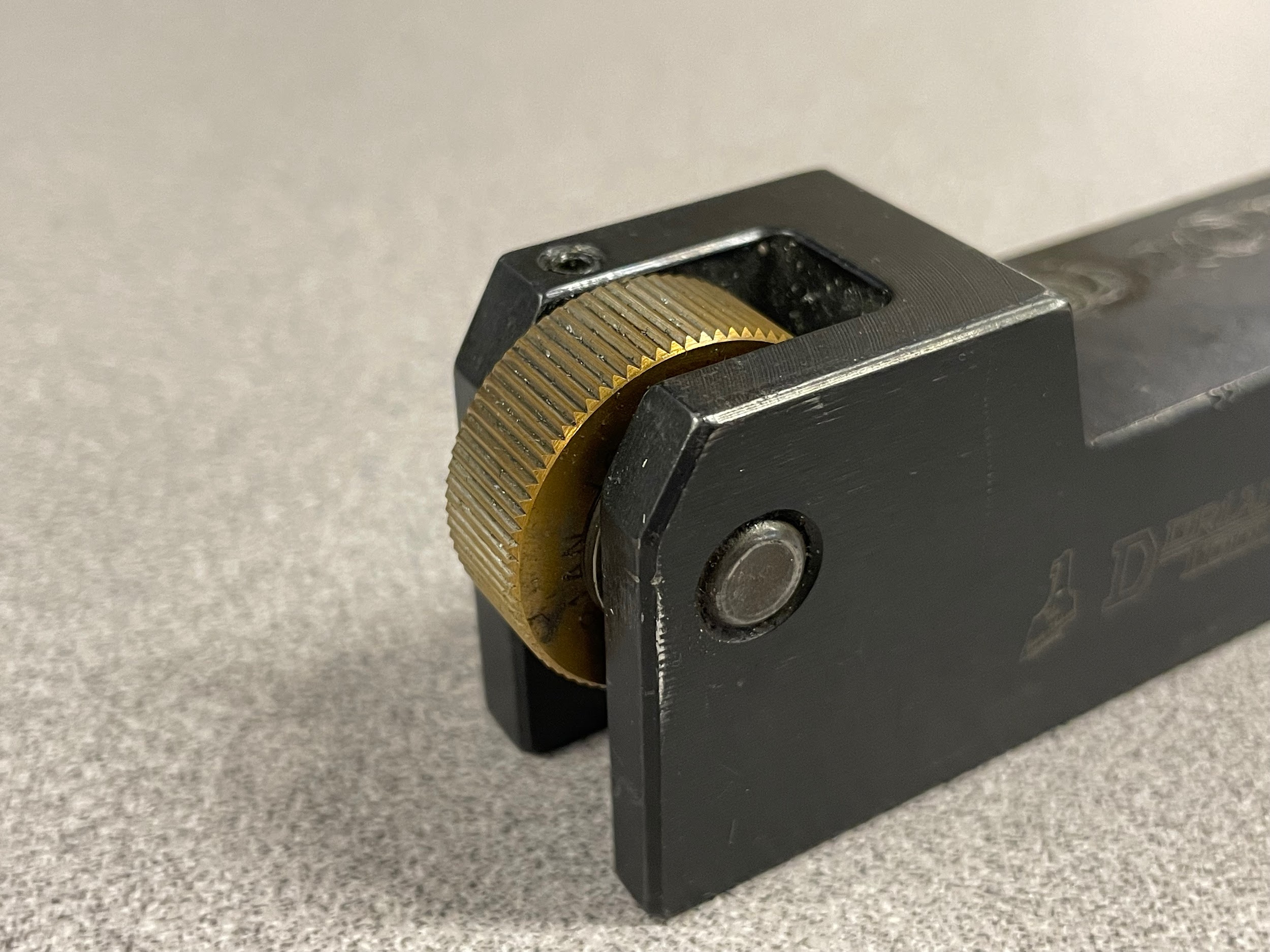
A drill chuck is a complex device that uses multiple jaws to grip on the straight shanks of drilling style cutting tools. As the outer collar of the chuck is rotated, either by hand or by chuck key, the jaws synchronously close on the cutting tool, gripping it with a high level of concentricity. The interior components of a drill chuck have many ground precision surfaces in order for this to work correctly. Low quality, or worn chucks, may have tool runout that is unacceptable for some operations. Modern drill chucks may be keyed or keyless. Keyless chucks are becoming popular on machine tools because of their ease of use and quick tool changing capabilities. In order to use a keyless chuck, the operator just needs to grip the outer portion of the chuck in one hand and the upper knurled ring in the other and twist. Hand tight is all that is needed. Because of the way keyless chucks are designed, if the tool starts to slip, it will twist the jaws and outer portion of the chuck and give the chuck a tighter grip to stop the slipping.
Morse taper

Morse tapers are considered self holding tapers and are suitable on a lot of manual machinery in a shop. The Morse taper holds tools in alignment by a tight wedging action of both parts of the mating tapers. Often, the Morse taper will have a flattened portion at the end, known as a tang. This tang is for alignment and removal of the tool. Morse tapers are a suitable tool holding method on lathes for drilling style operations that have forces pushing into the quill of the tailstock, as well as a twisting force. They are not a good choice for sideways force, as this could loosen the taper and dislodge the tool.
TOOLING
Tooling is a term used to talk about the tools used on machinery to cut the parts. On lathes, some unique tools are used that are generally only seen in turning work. On the lathe, the work is the part that rotates, and the tooling is held stationary. When the tooling is fed into the revolving work, it removes material creating a round shape.
Cutting tool materials
Turning tools can be made of many different materials; high speed steel (HSS), cobalt, brazed carbide, cermet, diamond, and ceramic are a few. However, the most common in the machining industry is the carbide indexable insert. Carbide inserts come in many shapes, styles, compositions, and coatings; for that reason, it would be impossible to give the technical data for all. In the examples given in this text, HSS will serve as a baseline, and the carbide inserts will be uncoated and general purpose.
Figure 10.64



Facing/turning tools
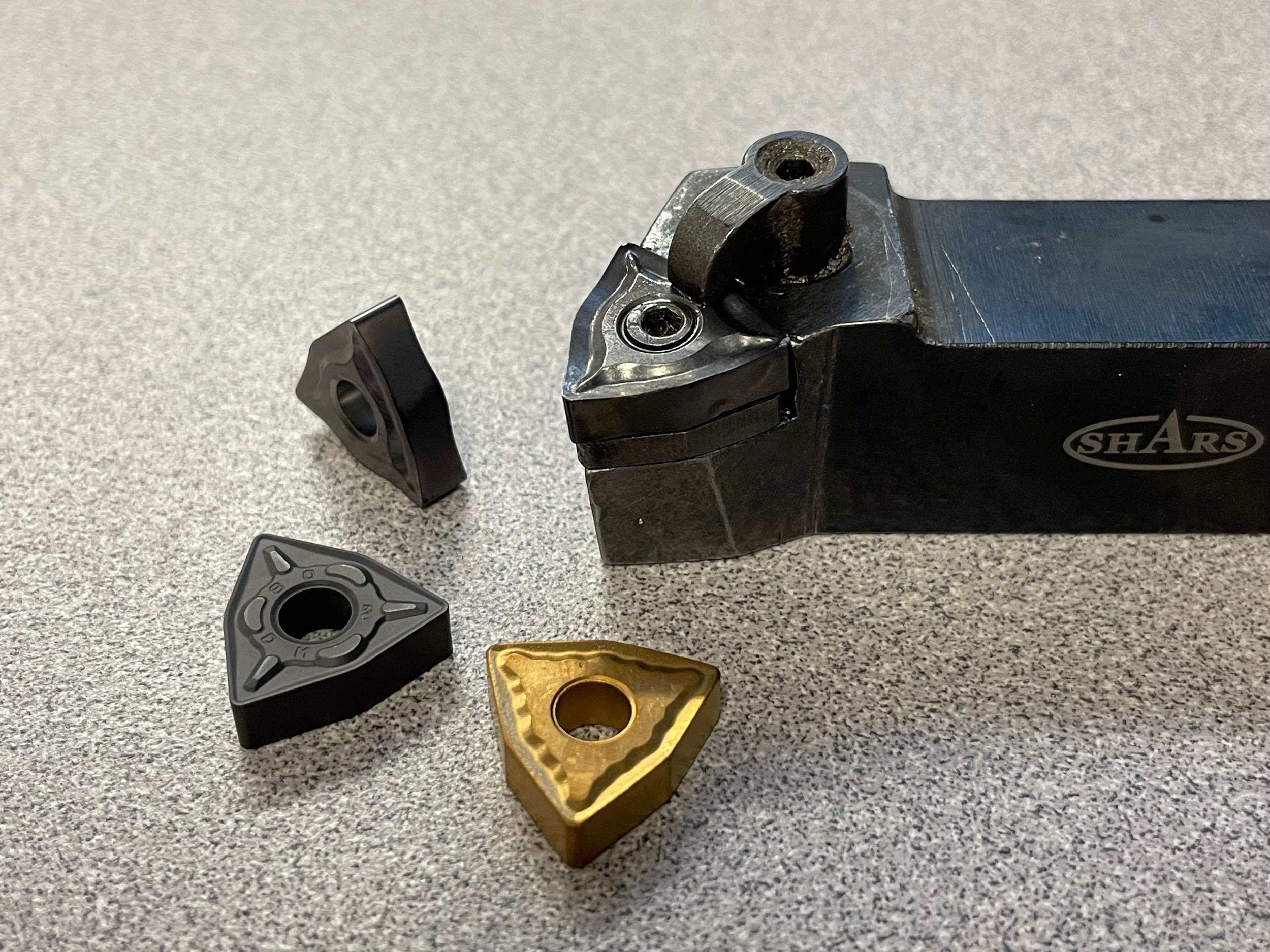
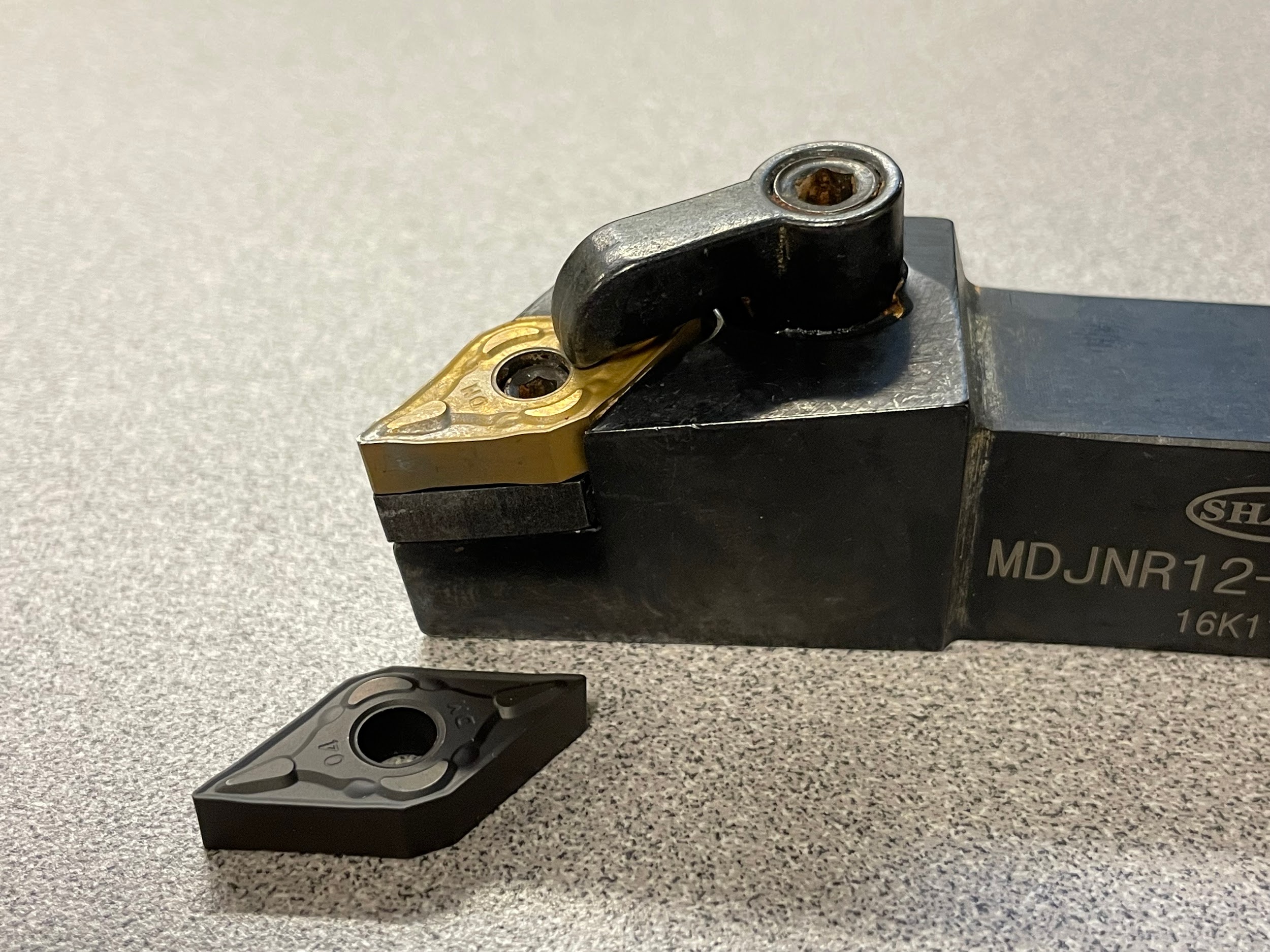
General purpose facing and turning tools come in different shapes and sizes. First, there are right hand tools, and there are left hand tools. Right hand tools are designed to cut from right to left, and left hand tools are designed to cut from left to right. A few basic tool shapes are the 80 degree, the 55 degree, and the 35 degree turning tool. When used as intended, an 80 degree holder has 5 degrees of clearance when facing and 5 degrees of clearance when turning. That way both operations can be completed with the same tool without rotating the tool to achieve clearance.
Grooving tools

Grooving tools

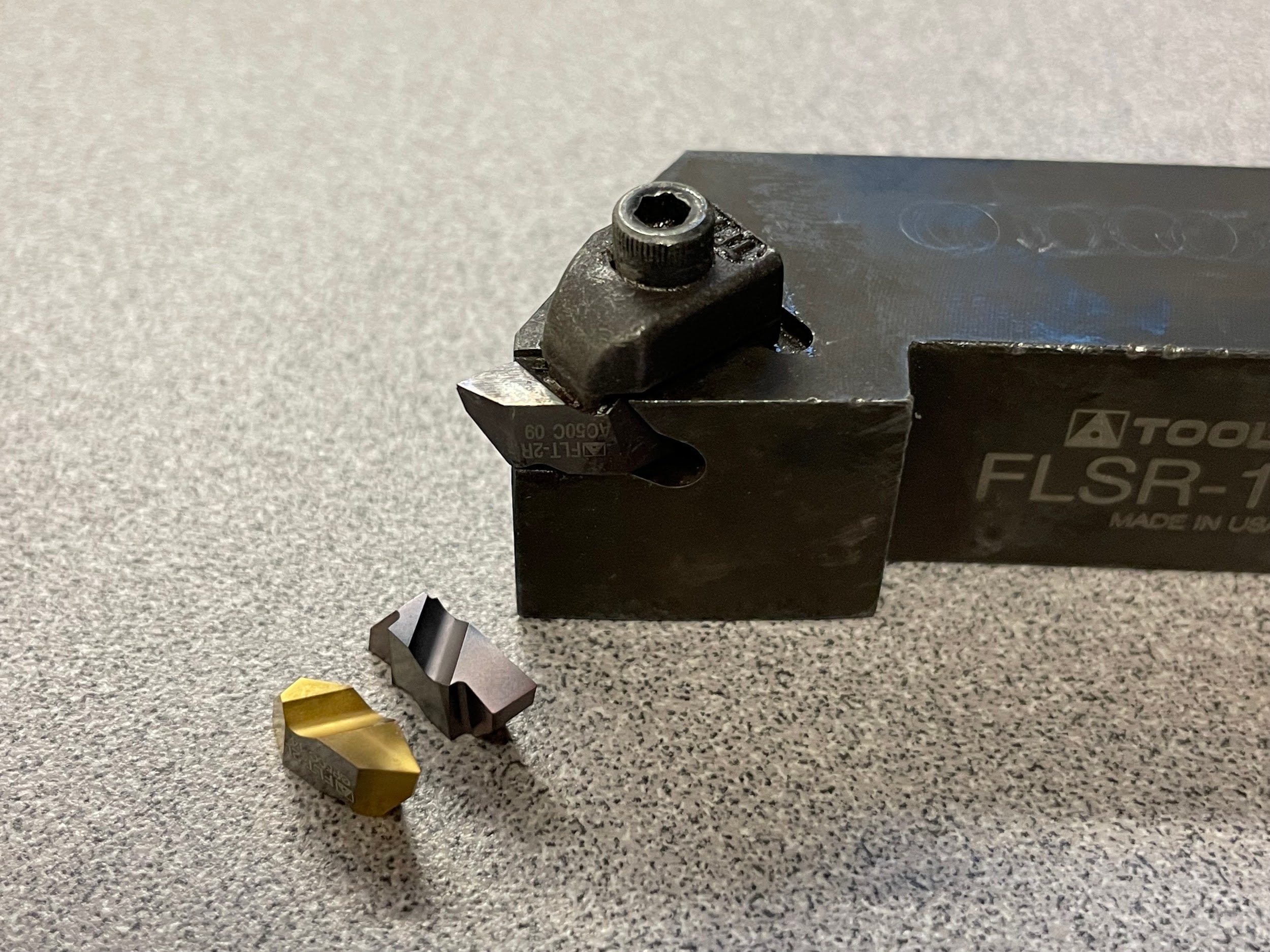
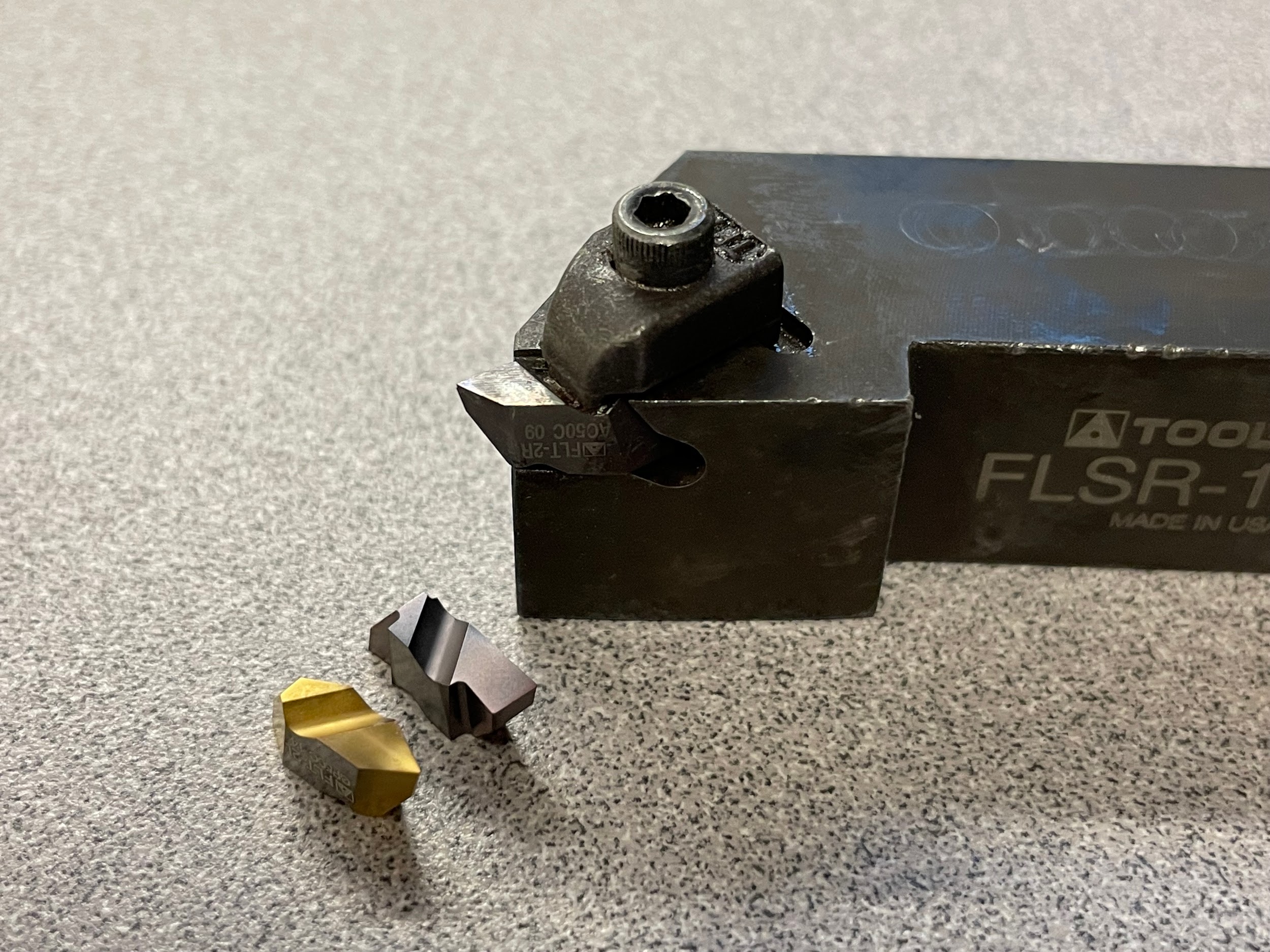
Grooving tools used to create grooves or shapes on the outside diameter of the workpiece. A grooving insert can be many different shapes and sizes, for that reason, the insert holder may be designed to hold a variety of insert shapes. When the groove shape isn’t standard, a grooving tool may be used to profile the shape. Modern grooving tools are also generally carbide inserts of various shapes and sizes. Some are not only designed for standard radial plunges, but also light axial turning.
Threading tools
Threading tools on a lathe are also most often made of carbide and are in insert form. These tools are used to create threads on parts larger than the standard taps and dies a machinist may have for thread creation. Often, a threading tool may utilize the same tool holder as a grooving tool.
Boring bars
Boring bars on a lathe have a similar function to turning and facing tools, except they are used on the inside of the part. An insert is attached to a rigid bar that hangs out in front of the tool post and fed inside an existing hoe to enlarge it or create other features. Boring bars come in many different sizes and lengths.
Grooving bars
Grooving bars are similar in construction to a boring bar, but instead of increasing the size and shape of an existing hole, they are used to create grooves inside a hole. Grooving bars are used when an internal groove is needed, like for an “O” ring seal.
Threading bars

Threading bars are similar in construction to a boring bar, but instead of increasing the size and shape of an existing hole, they are used to create threads inside a hole. Threading bars are used when the size of the required thread is too large to be easily tapped.
Part off blades
A modern part off bladealso employs carbide inserts; however, on manual machines, HSS part off blades are still widely used for their durability. The part off blade is designed to cut a finished part off from a piece of bar stock held in the lathe chuck.
Form tools

Form tools are often specialty tools created with the exact shape of a parts feature on the tool. Then the tool is used in a straight plunging motion, and the feature required is generated without further tool manipulation. Form tools can be made of any material, but on manual equipment, HSS is a good option for their creation. On manual lathes, tooling like this may be created because the feature desired is too difficult to create with standard tooling. A form tool generally has a larger cutting edge than a standard tool and will probably require a slower spindle speed to help eliminate the possibility of chatter.
Knurling tools

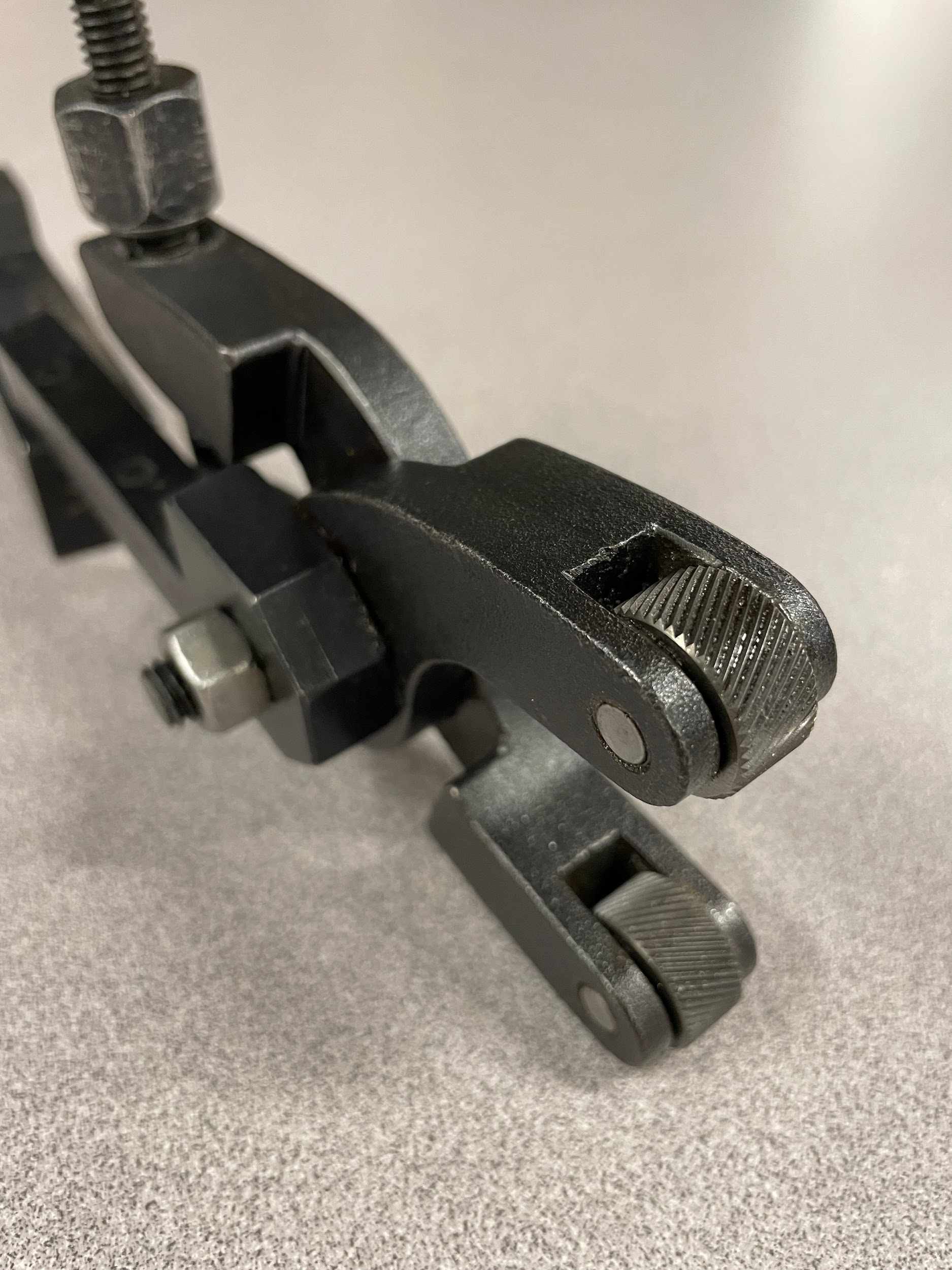
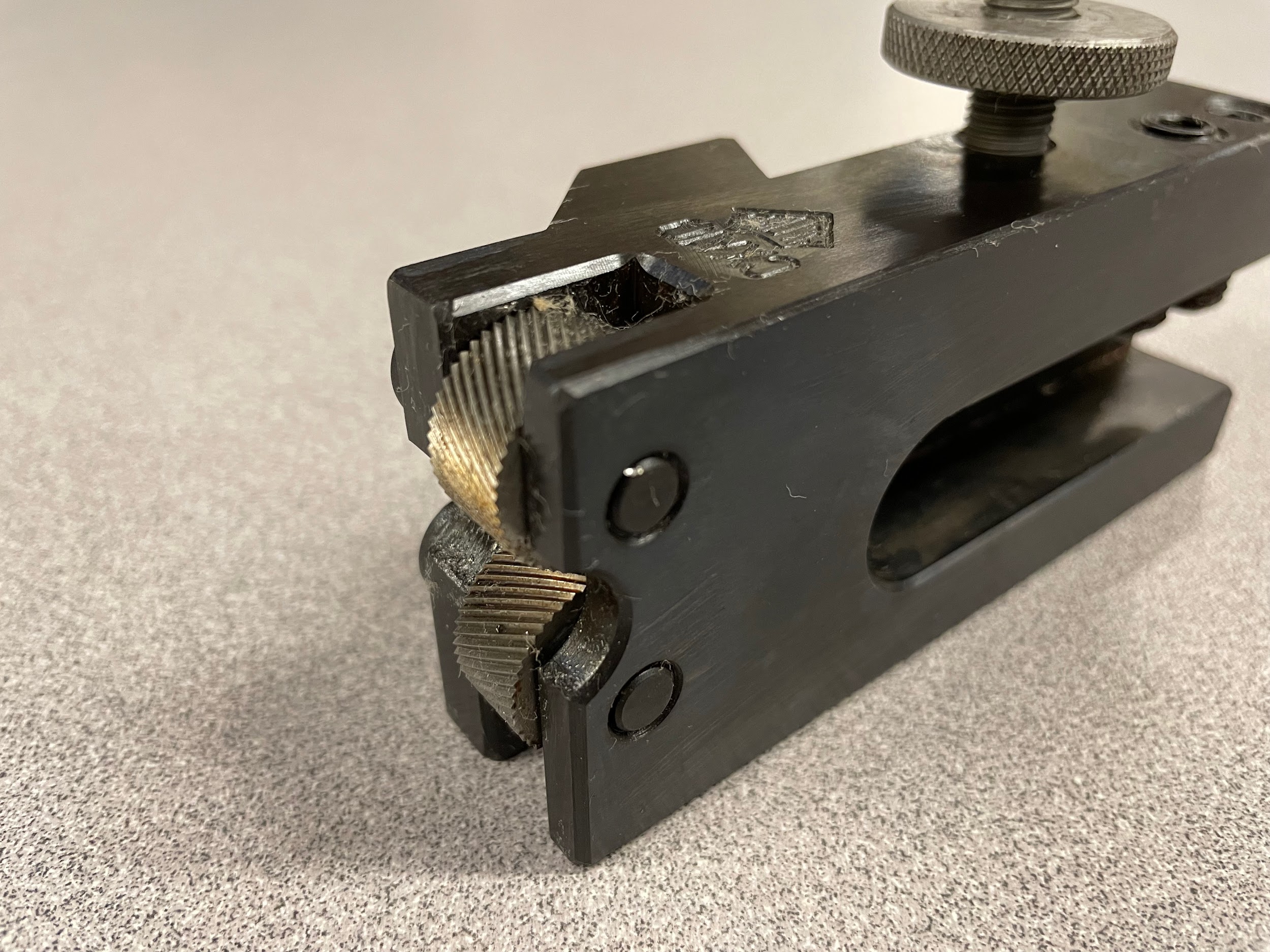
Knurling tools are special tools used to displace the metal on a part and create a pattern for aesthetic reasons and/or gripping purposes. There are many shapes and sizes of knurls that are greeted by many styles of knurling tools. The most common knurls are the diamond pattern and the straight knurl. Both of these knurl types come in different sizes depending on the application of the part. A classic knurling tool is known as a bump knurler because of the bumping action used to engage the tool with the work. More modern variations of the knurling tool include the scissor, clamp, and adjustable styles. These variations are popular because they put less force on the headstock bearings and cross slide screw. They are also easier to use and to get good results.
TOOL SETUP
Setting up tooling on a lathe requires some checks and adjustments to make sure the cutting process will be successful. When using modern inserted tooling and a quick change toolpost on a manual lathe, it is ideal to set the tooling up like it was designed to be used. Setting the tooling up in this manner will give adequate clearance where it is required. The first check will be to the insert itself. The next step will be the correct orientation of the tool. Then check the height or the tool. Lastly, tools are set up in the tailstock. Each of these components is important, and when any one of them is neglected, the operator may have difficulty with the cutting process.
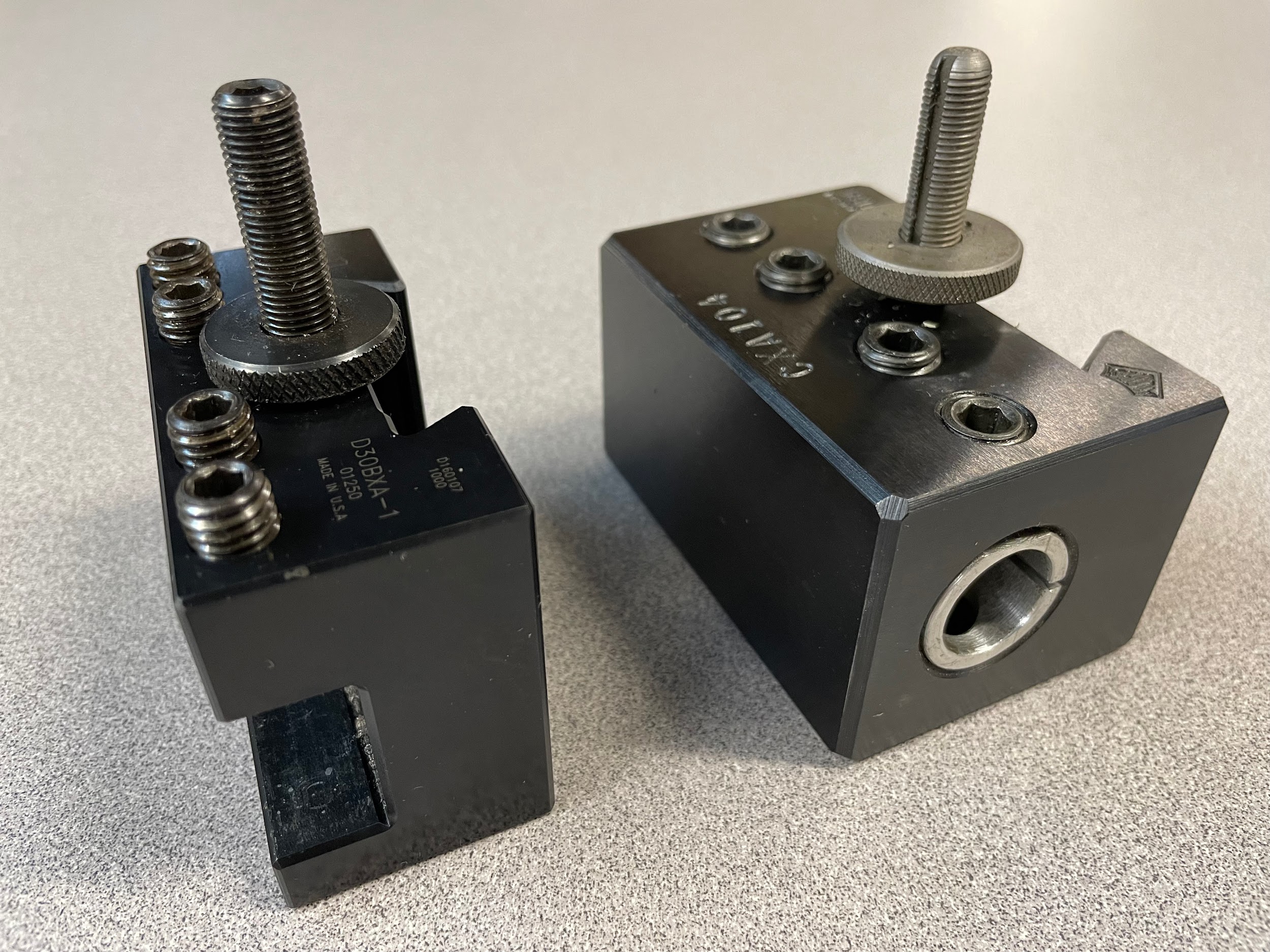
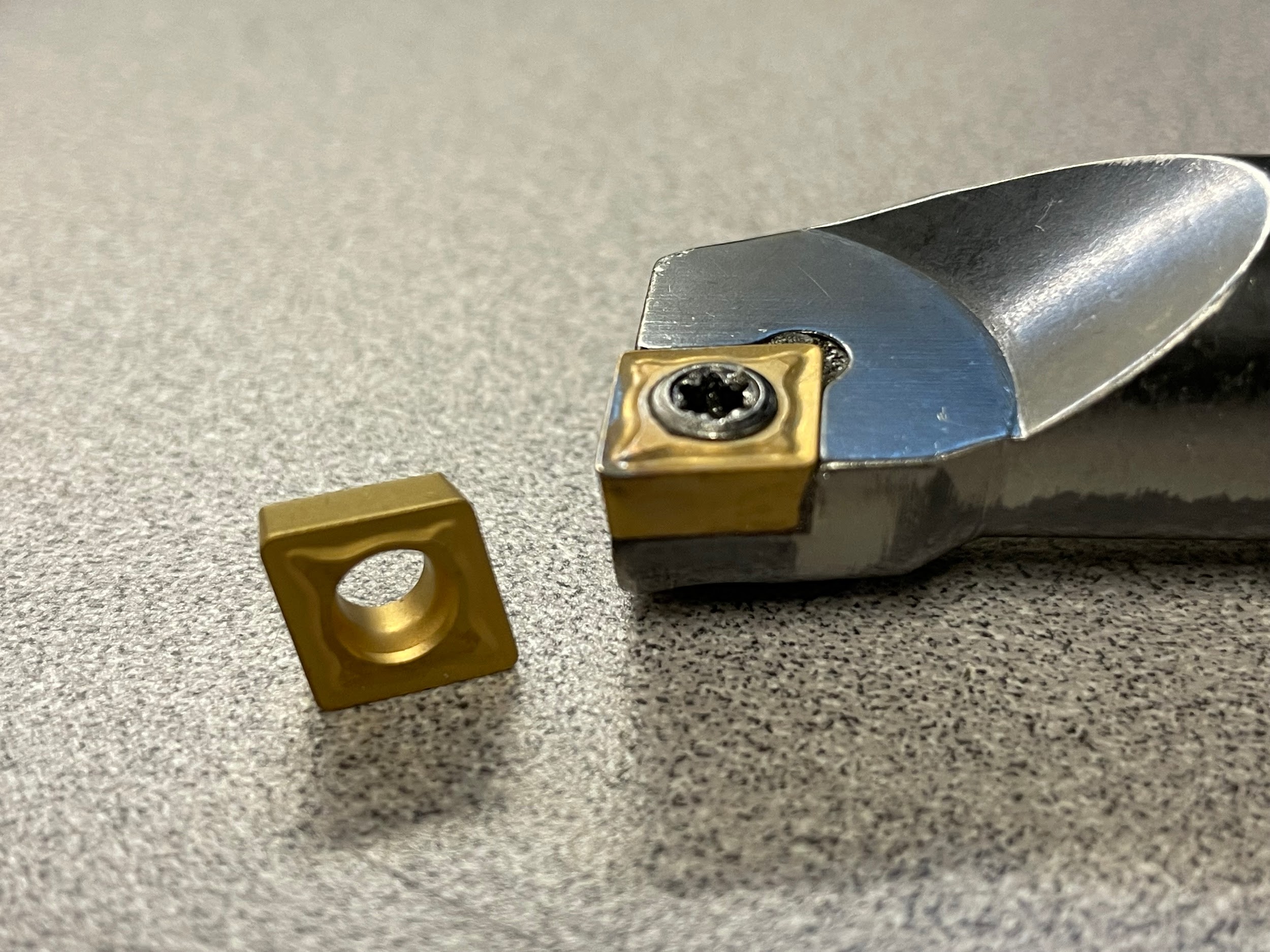
Insert replacement
It is important to check cutting tool edges from time to time to ensure they are sharp, free from damage, and in good working order. Often, an experienced machinist can tell something is wrong with a cutting edge by noticing a difference in the part, the sound the machine is making, or the chips that are coming off the tool. For tooling like HSS, this would mean taking the entire tool out of the toolpost, resharpening it, and redoing the setup of the tool. With the use of modern carbide inserts, much of that headache is gone. Carbide inserts have multiple cutting edges per piece and often repeat their location with an accuracy of less than .001. This allows the operator to rotate an insert in much less time than it would take to fix a dull HSS tool.
Step by step process for replacing indexable inserts:
- Leave the tool on the toolpost and in the quick change tool holder.
- Clean all the chips, oil, and residue from the insert, clamp, and screw heads.
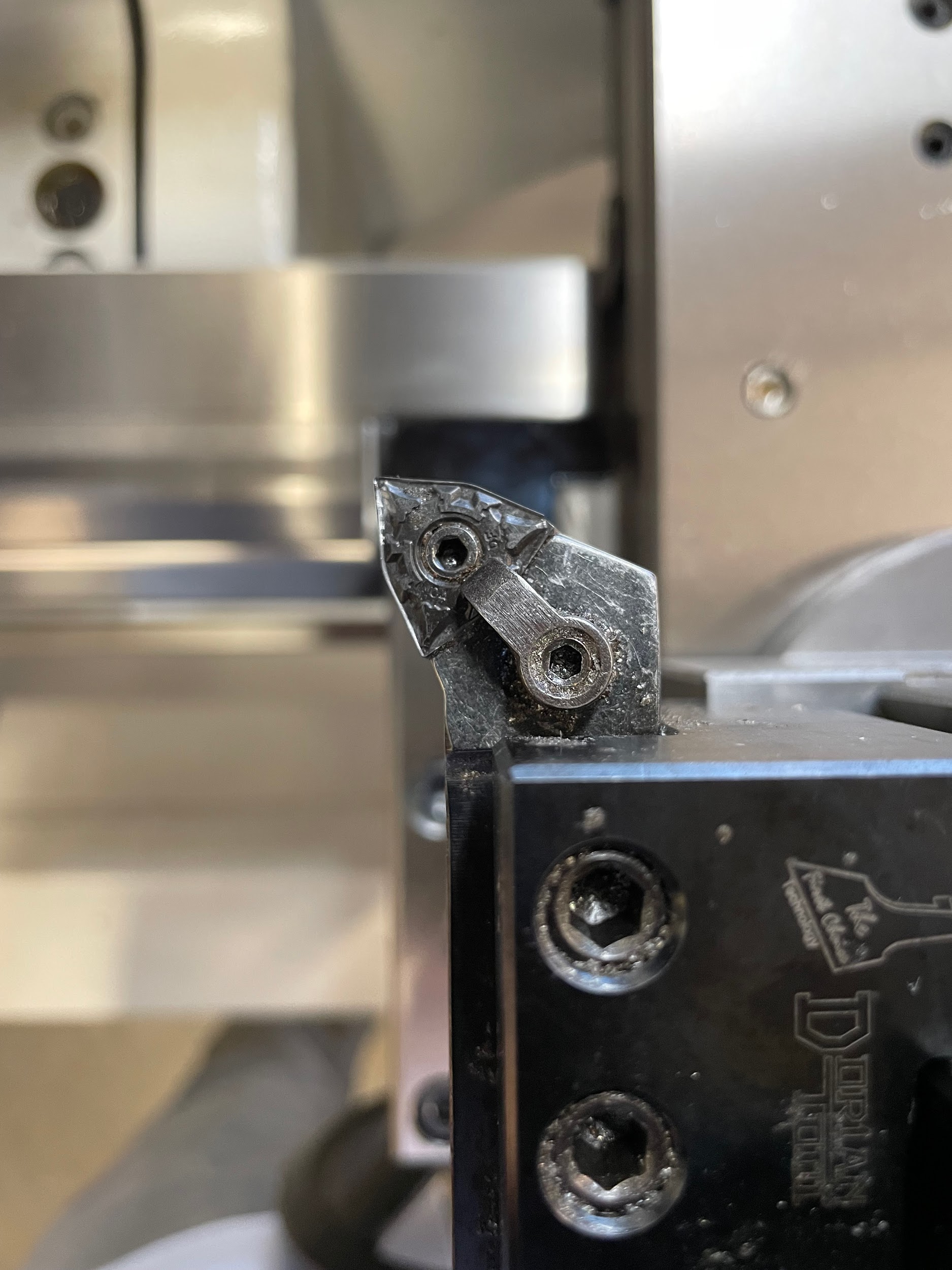
- Inspect the insert.
- Use the appropriate tool to loosen and move to the side, the hold down clamp. If this is really dirty, the hold down clamp may need to be completely removed and cleaned. Some tools may not have this clamp.
- Use the appropriate tool to loosen and remove the alignment screw holding the insert and insert backing plate in place.
- Clean the insert seat meticulously. A little cleaning solution on a cotton swab helps to get into the small crevices.
- Clean the insert and backing plate with a rag. Some insert holders may not have a backing plate.
- Clean the screws by holding them tightly with a rag and rotating them with the hex key.
- Inspect the insert, looking for an unused cutting edge. If one can’t be found, the insert needs to be replaced.
- Start reassembling the tool by setting the backing plate on the bottom of the pocket.
- Start the thread of the alignment screw. Do not tighten.
- Place the insert over the alignment screw and press it down onto the backing plate.
- While holding downward pressure on the insert, gently tighten the alignment screw. Do not overtighten! This screw is easily stripped and is only used to position the insert in the pocket and not to hold it.
- Replace the clamp and screw in the opposite fashion; it came off. This screw can be adjusted a little tighter, but be mindful of the limitations of the tooling used to turn these little screws.
“Step 3: Inspect the insert.“
“Step 6-8: Clean the insert seat meticulously. A little cleaning solution on a cotton swab helps to get into the small crevices. Clean the insert and backing plate with a rag. Some insert holders may not have a backing plate. Clean the screws by holding them tightly with a rag and rotating them with the hex key.“

Aligning the toolpost
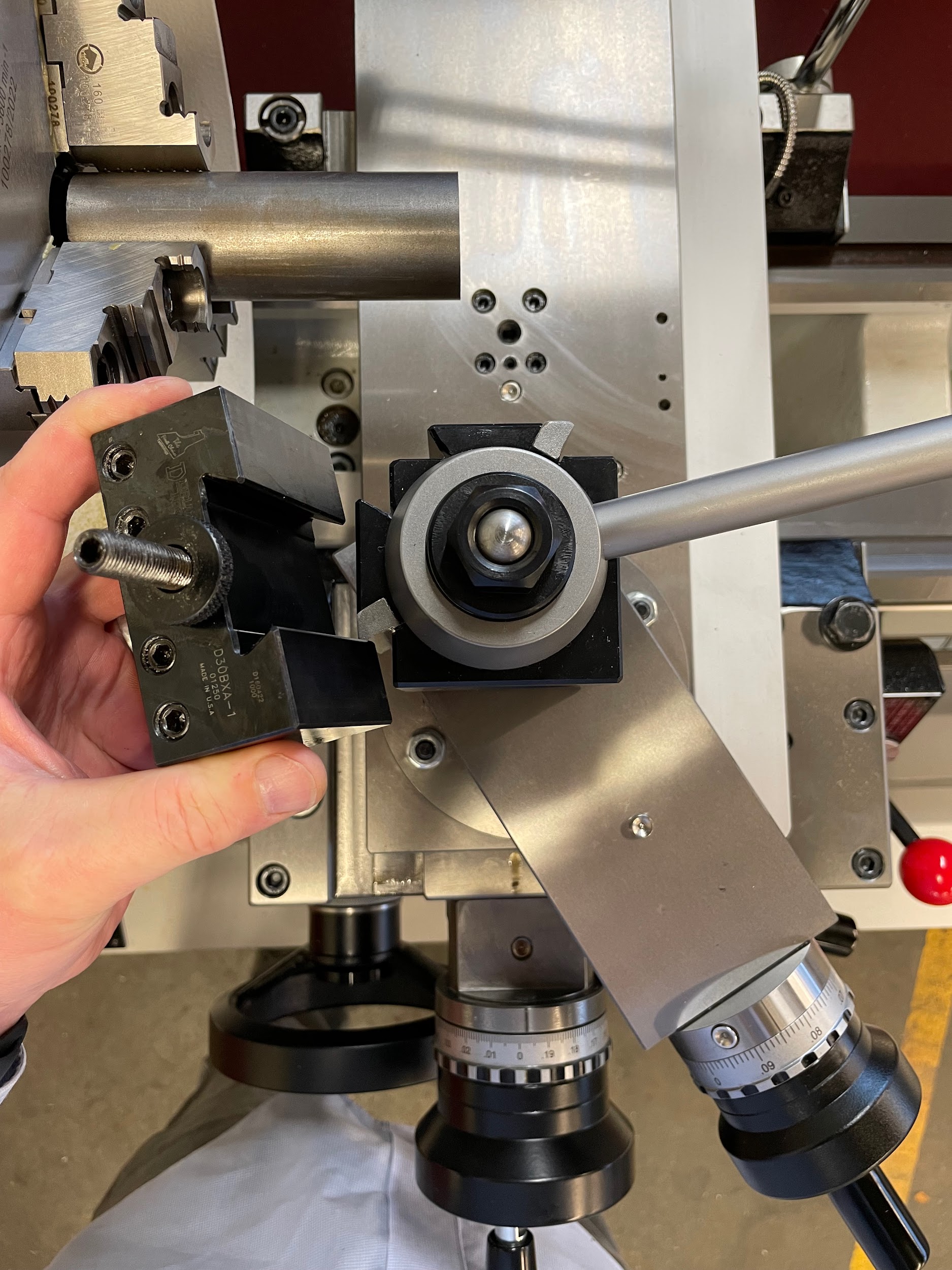
Aligning the toolpost is an important step in using inserted tooling on a quick change toolpost. Alignment of the tool post allows all the tooling put in the quick change tool holders to be square to the work. This is an efficient way to work because it allows the proper clearance angles for tools to face, turn,bore, groove, thread, part, etc. without adjusting the toolpost. There are some instances when a machinist may want to adjust the toolpost to a different angle, but the majority of the operations performed with modern tools are designed for the tools to either be perpendicular or parallel to the work. Aligning the toolpost enables the machinist to utilize the design of modern tooling.
Step by step process for aligning the toolpost:
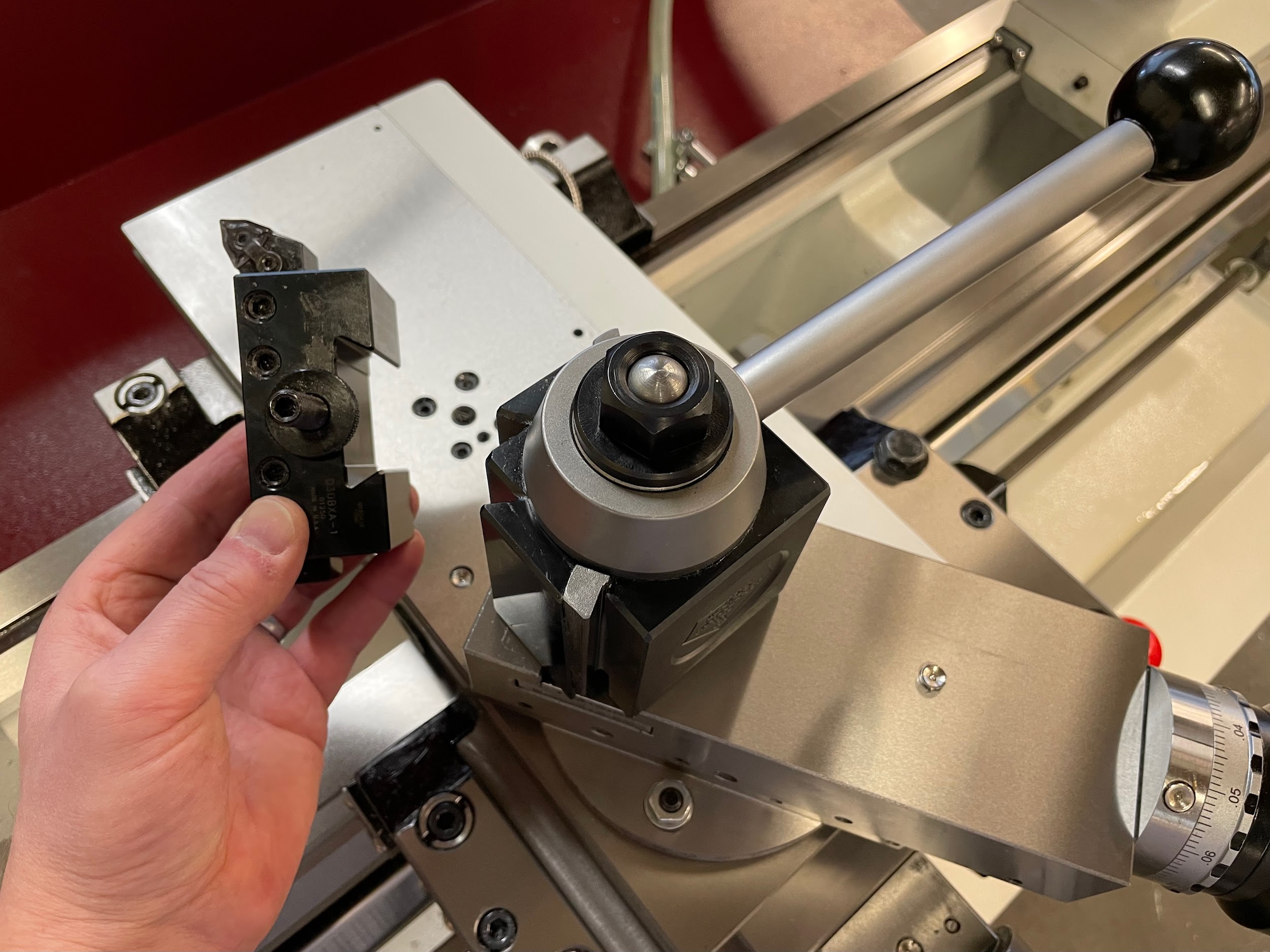
- Remove the tool holder from the quick change toolpost.
- Loosen the nut on the top of the toolpost.
- Locate a surface on the lathe that is parallel or perpendicular to the center axis of spindle rotation. This can be the side of the chuck, the face of the chuck, clean face of the work, or the tailstock quill.
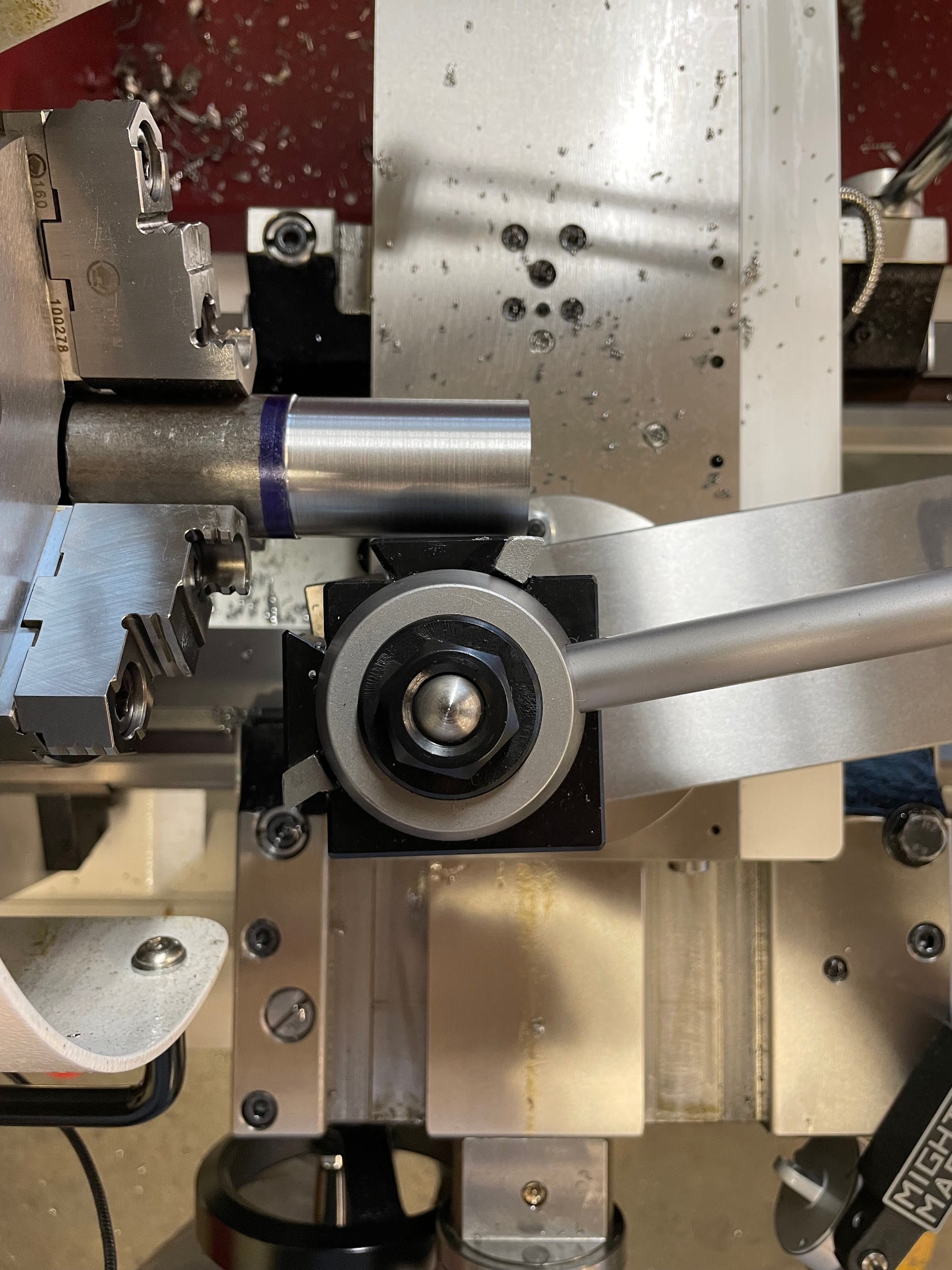
- Move the carriage and the cross slide so the tool post is up against the parallel or perpendicular surface.
- Tighten by hand and move the toolpost away from the surface. Moving away before tightening with a wrench ensures the tool post or surface will not be damaged if the toolpost rotates.
- Tighten the toolpost nut with a wrench. On most machines, this nut can handle and will require a decent amount of torque. Review the owner’s manual for the toolpost for the exact torque specs.
- Bring the tightened toolpost back against the surface and inspect the alignment. Repeat the process if the toolpost is not aligned.
“Step 2: Loosen the nut on the top of the toolpost.“

“Step 4: Move the carriage and the cross slide so the tool post is up against the parallel or perpendicular surface.“

“Step 4: Move the carriage and the cross slide so the tool post is up against the parallel or perpendicular surface.“
Tool height centering
Setting the height of the cutting tools is an important process, regardless of the tool material or the toolpost. Proper cutting can only happen when the tip of the tool is at the same height as the center of the spindle rotation. This can be done by a few different methods. One method is using the center in the tailstock to gauge the tool height; another uses a steel rule to see where the tool touches on the outside of a cylindrical workpiece.
Step by step process for adjusting the tool height with the tailstock center:
- Load a center in the tailstock.
- Load and tighten the tool holder onto the quick change toolpost so that the tip of the tool or end of the bar is facing the tailstock.
- Bring the tailstock up to the tool and lock it in place.
- Gently move the carriage and cross slide so the tool is close to the center tip.
- Inspect the height of the tool tip or end of the bar to the tip of the center. This requires the operator to have their eyes level and at the same height as the tool and tip. This can’t properly be done from a full standing position.
- If the height of the tool is different than the tip of the center, loosen the quick change feature of the toolpost, adjust the tool height, tighten, and recheck.
- When the height of the tool is correct, tighten the lock nut to secure the height.
“Step 4: Gently move the carriage and cross slide so the tool is close to the center tip.“
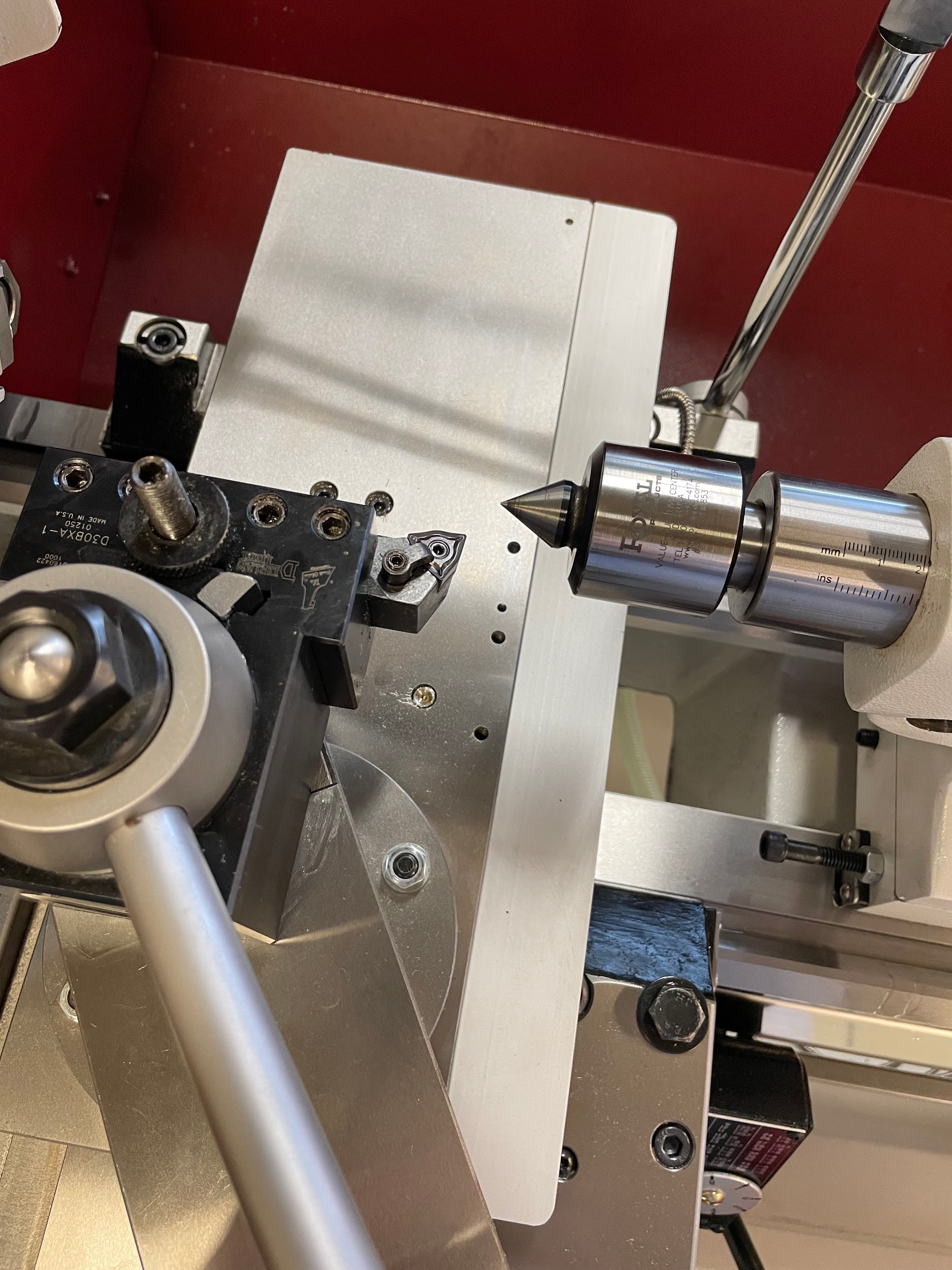
“Step 5: Inspect the height of the tool tip or end of the bar to the tip of the center. This requires the operator to have their eyes level and at the same height as the tool and tip. This can’t properly be done from a full standing position.“

Step by step process for adjusting the tool height with a scale on the work:
- Load job material into the lathe spindle.
- Load and tighten the tool holder onto the quick change toolpost.
- Move the carriage and cross slide so the tool is within ⅛” of the outside diameter of the stock.
- Place a 6” flexible steel rule in between the tool tip and the work.
- Gently bring the tip of the tool up to the rule and lightly hold it against the side of the work with the pressure from the cross slide. Caution must be taken at this step, tool tips and carbide inserts can be chipped or broken with too much force.
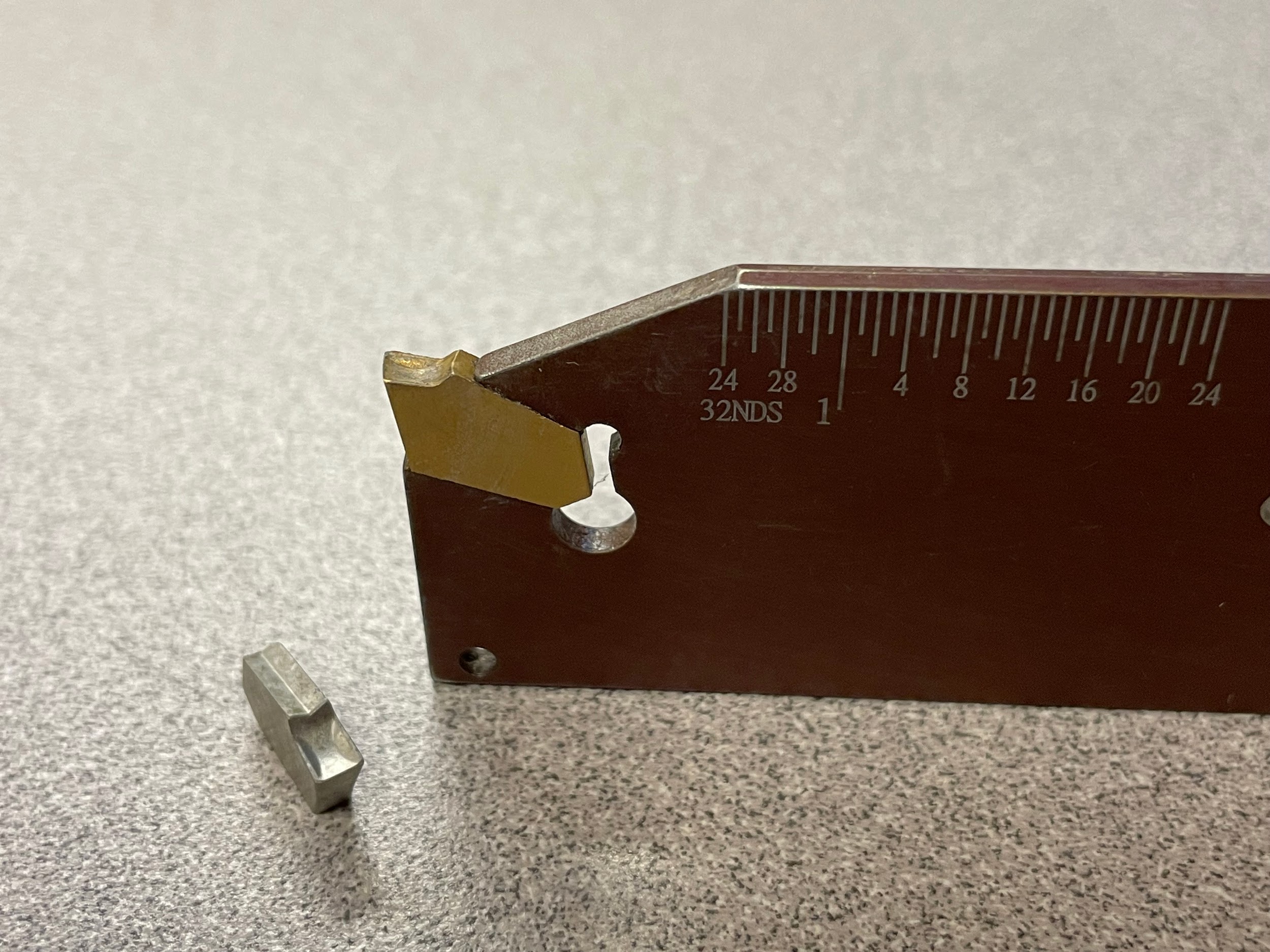
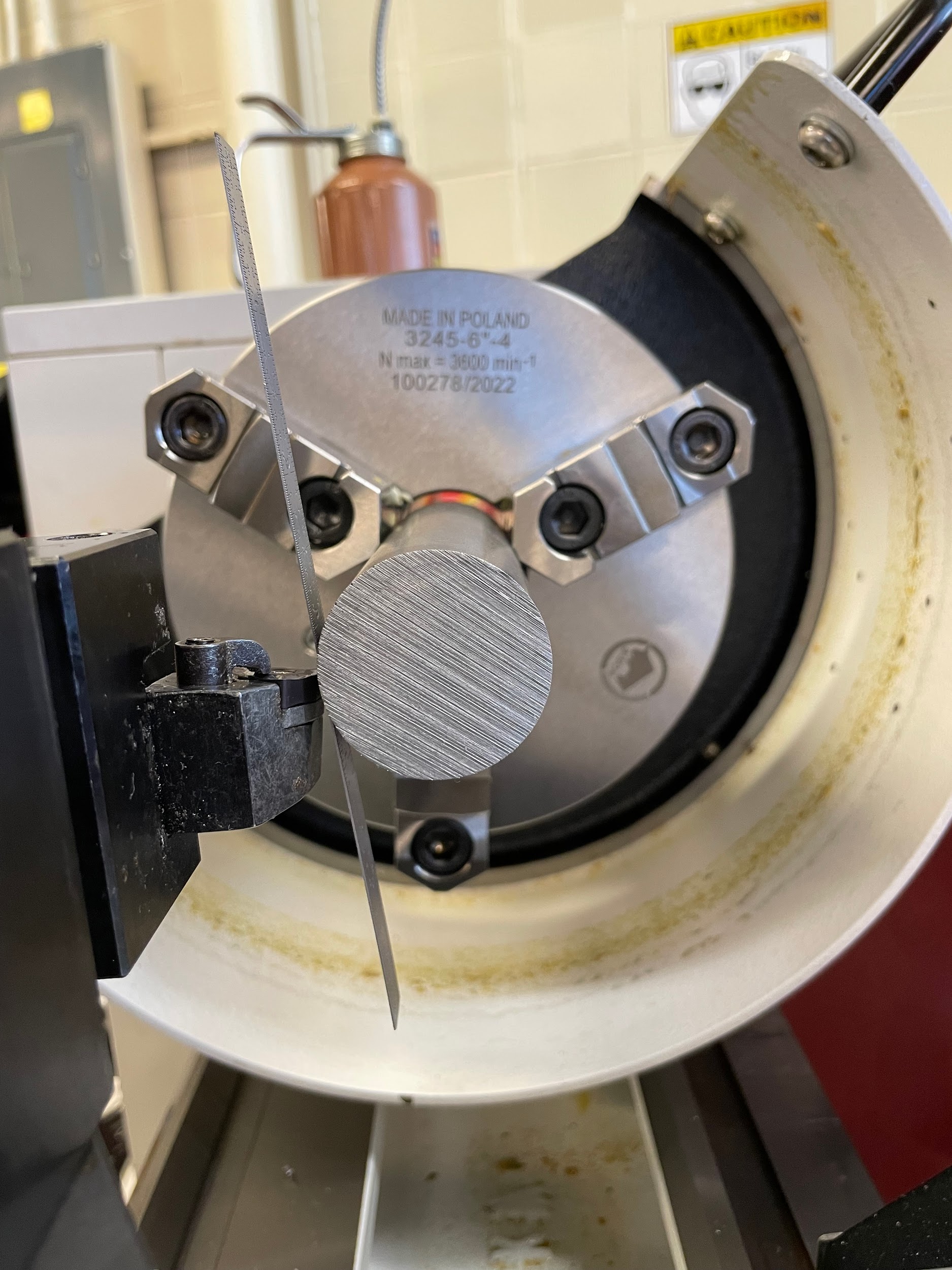
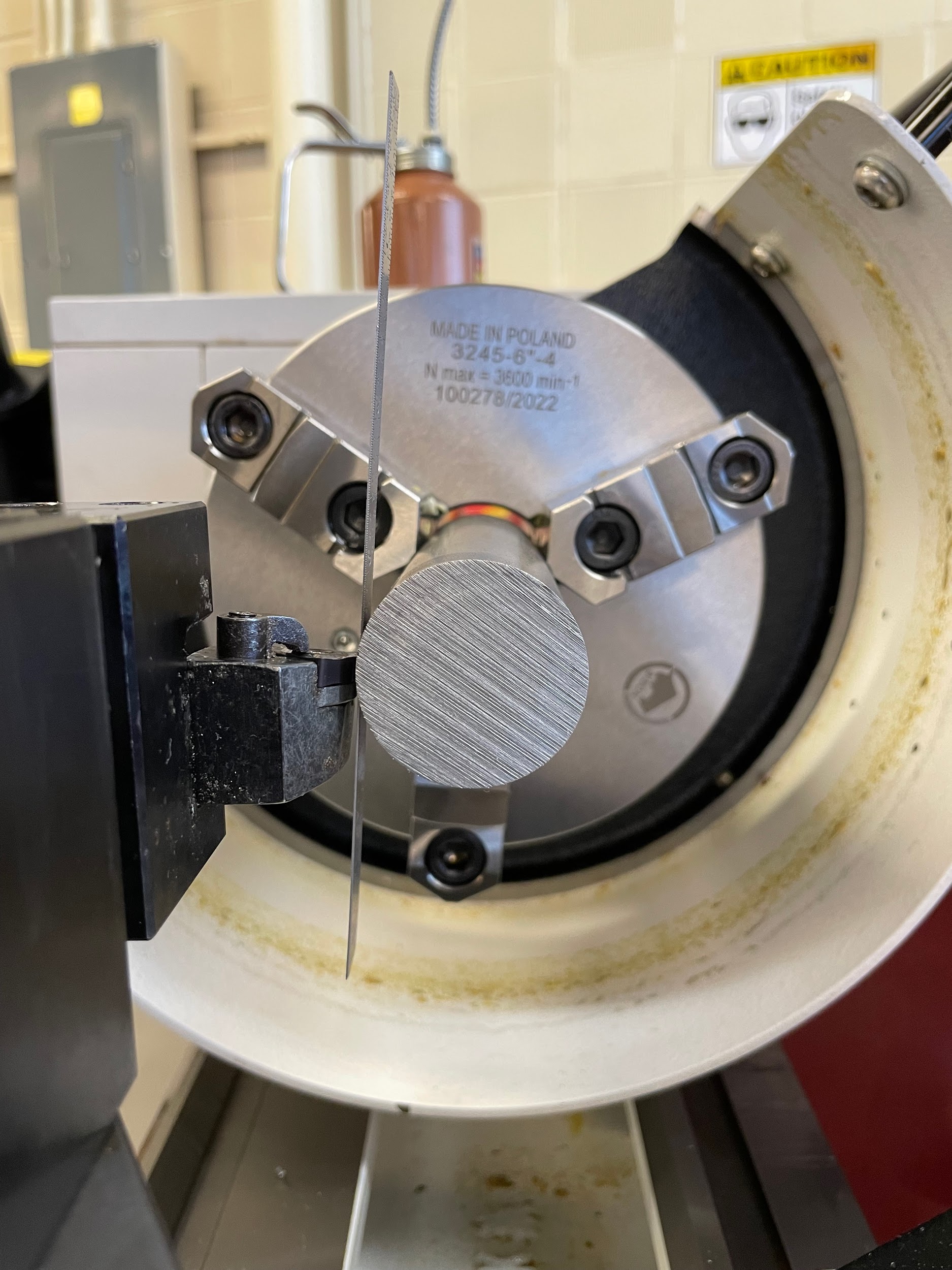
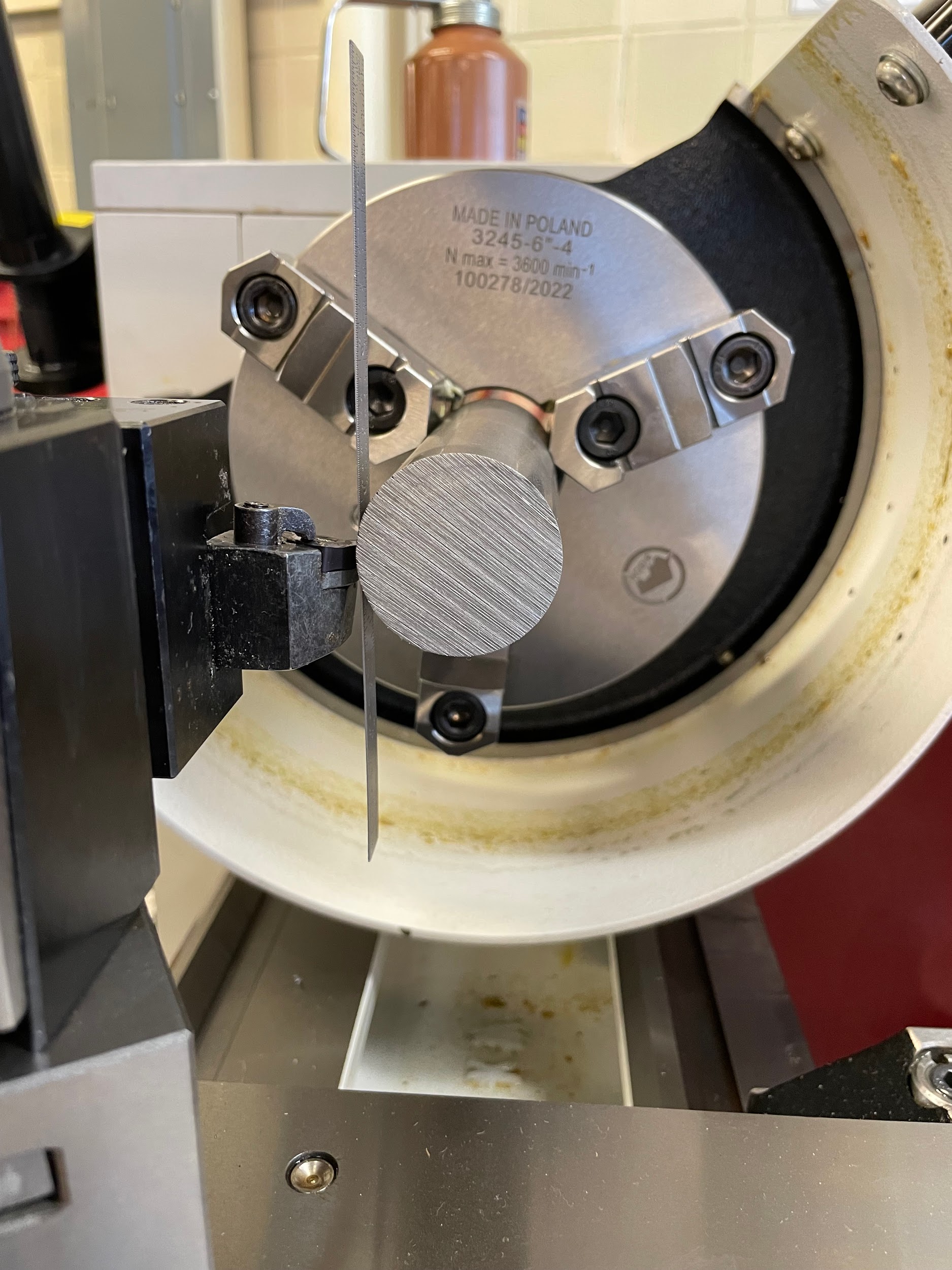
- The height of the tool can be checked by looking at how vertical the rule is. A rule at a clockwise angle indicates a tool that is too high. A rule that is at a counterclockwise angle indicates a tool that is too low. A rule that is vertical indicates a tool that is in the center. This requires the operator to walk to the end of the lathe and look straight at the chuck.
- If the rule is at an angle, back off the cross slide, loosen the quick change feature of the toolpost, adjust the tool height, tighten, and recheck.
- When the height of the tool is correct, tighten the lock nut to secure the height.
“Step 6: The height of the tool can be checked by looking at how vertical the rule is. A rule at a clockwise angle indicates a tool that is too high. A rule that is at a counterclockwise angle indicates a tool that is too low. A rule that is vertical indicates a tool that is in the center. This requires the operator to walk to the end of the lathe and look straight at the chuck.“
“Step 6: The height of the tool can be checked by looking at how vertical the rule is. A rule at a clockwise angle indicates a tool that is too high. A rule that is at a counterclockwise angle indicates a tool that is too low. A rule that is vertical indicates a tool that is in the center. This requires the operator to walk to the end of the lathe and look straight at the chuck.“
“Step 6: The height of the tool can be checked by looking at how vertical the rule is. A rule at a clockwise angle indicates a tool that is too high. A rule that is at a counterclockwise angle indicates a tool that is too low. A rule that is vertical indicates a tool that is in the center. This requires the operator to walk to the end of the lathe and look straight at the chuck.“
Tailstock tool removal and Installation
The tailstock is an important component for holding hole making tools on the lathe. It will not only hold the versatile drill chuck that is capable of quickly switching between most of the common hole tooling, but it will also hold large taper shank tooling that will allow the operator to drill large holes using the full power of the lathe’s motor. Lathes are often more powerful than sensitive drill presses and can take impressive cuts and remove large amounts of material in a hurry. Drilling is one of the most efficient ways to remove material. Lathes can often use the largest drills in the shop with the correct tool holding. The tailstock offers the perfect solution in the Morse taper.
Step by step process for removing and installing tailstock taper tooling:
- To remove a taper from the tailstock, reverse the handwheel until it stops. Place the left hand under the tool and forcefully tap the handle of the handwheel with the right until the tool taper seat is broken loose.
- Clean and inspect the quill taper as well as the taper of the new tool to be installed.
- Gently slide the taper tool into the taper of the quill, lining up the tang if the tool has one, until reaching the bottom.
- Keeping the same orientation of the tool, pull the tool back out a couple inches.
- In one swift and forceful movement, slap the tool into the quill to seat the taper.
“Step 2: Clean and inspect the quill taper as well as the taper of the new tool to be installed.“

