Chapter 10 Part 7: Manual Lathes
TAILSTOCK CUTTING OPERATIONS
What are they?
Drilling, reaming, tapping, countersinking, and counterboring are the main tailstock cutting operations performed on a lathe. Tailstock cutting operations are basically the same hole making operations that could be performed in a drill press, except they are performed horizontally and in the center of a rotating workpiece. One key advantage of performing these operations on a lathe is that no layout line is needed and there is no center punch mark to chase around. The hole can easily be made in line with the center of the spindle.
Step by step process for tailstock drilling:
- Clean the Morse taper of the tailstock.
- Clean the Morse taper shank of a drill chuck
- Install the drill chuck into the tailstock by quickly and forcefully inserting the tool into the taper of the tailstock.
- Install a center drill or spot drill into the drill chuck.
- Calculate and select a spindle speed appropriate for spotting the hole.
- Turn on the spindle.
- Apply a drop of oil to the tip of the tool.
- Spot the hole.
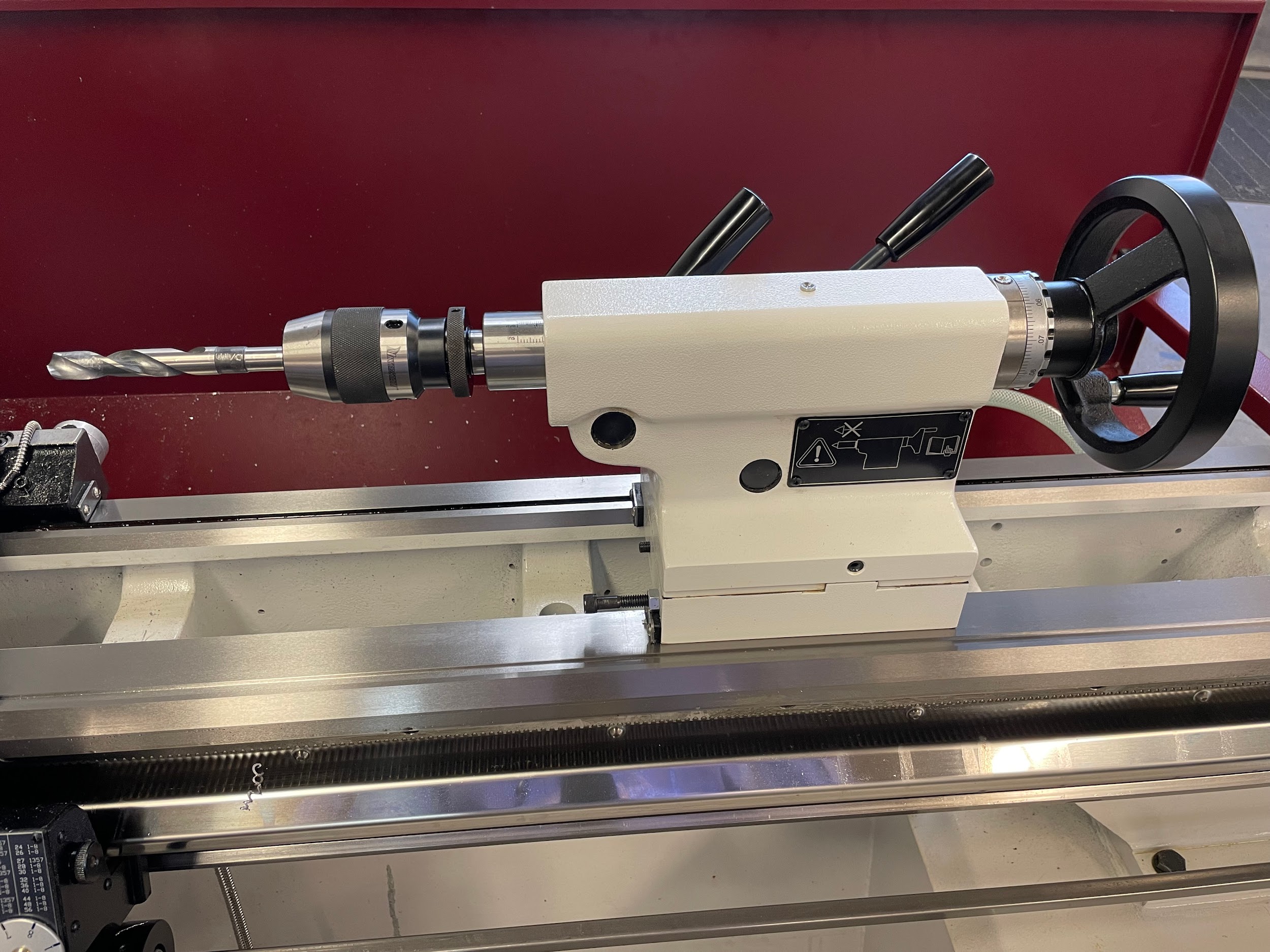
- Remove the spotting tool, drill chuck, and install the twist drill.
- Calculate and select a spindle speed appropriate for drilling the hole.
- Oil drill.
- The depth of a hole drilled on a lathe can be determined by a semi-precision method using the graduations on the quill or a more precise method using the graduations on the hand wheel.
- Drill the hole in a similar fashion to that of a drill press. The lathe is often much more powerful than the drill press; therefore, it can perform heavier machining operations and use larger twist drills without the need for pilot drilling.
- Remove the twist drill and install whatever secondary operation may be required.
- Calculate and select the spindle speed, then perform the operation in the same fashion as on a drill press.
“Step 9: Remove the spotting tool, drill chuck, and install the twist drill.“

TAPPING

What is it?
Tapping on a lathe can be completed by a couple different methods. One is similar to tapping by hand on a drill press, using the tailstock to support the tap with a center, while twisting the tap with a tap wrench or adjustable wrench. The second method is power tapping. Power tapping on the lathe is slightly more complex of a setup than on the drill press. It involves a little more timing and coordination. Power tapping on a lathe utilizes the power of the lathe’s spindle, turning at a slow speed, to pull a tap through the workpiece. The end of the tap is stabilized by the tailstock spindle, while a long standard tap handle is applied to the tap and placed against the compound rest, where it will make contact and apply pressure during the cutting action.
Step by step process for power tapping:
- On the lathe, drill the required TDS into the end of a part.
- Install a center into the tailstock.
- Remove the tool post.
- Select a slow spindle speed, generally, about 100 RPM or slower works well for beginners.
- Select the correct tap and a long tap handle.
- Apply oil to the inside of the hole.
- With the tap handle on the tap, insert it into the beginning of the hole, and bring up the tailstock to support the end of the tap.
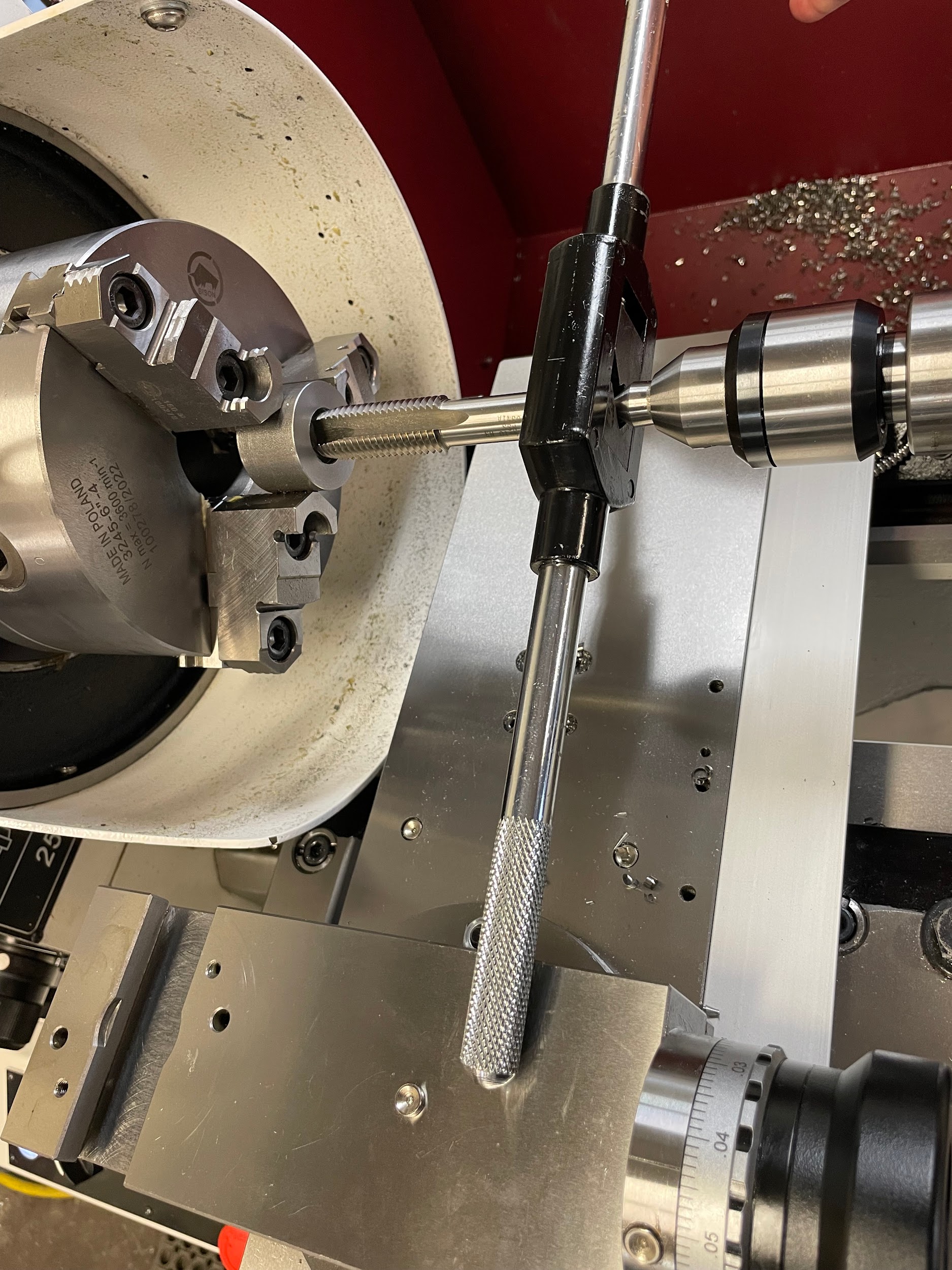
- Rest one end of the tap handle against the compound rest. Make sure there is enough room for the tap handle to move along the compound rest without catching or falling into the tee slot. It needs at least enough distance for the length of the tap.
- Tighten the tailstock against the back of the tap, and get ready to crank on the handle to match the infeed of the tap. It is critically important that the center remain secure in the end of the tap throughout the entire operation. If the center comes out, the tap could go crooked, overcutting the internal thread or breaking the tap.
- Simultaneously, turn on the spindle and start cranking the tailstock handle until the tap depth is reached.
- Turn off the spindle.
- Remove the tailstock.
- Back out the tap by hand or with an adjustable wrench.
“Step 8: Rest one end of the tap handle against the compound rest. Make sure there is enough room for the tap handle to move along the compound rest without catching or falling into the tee slot. It needs at least enough distance for the length of the tap.“
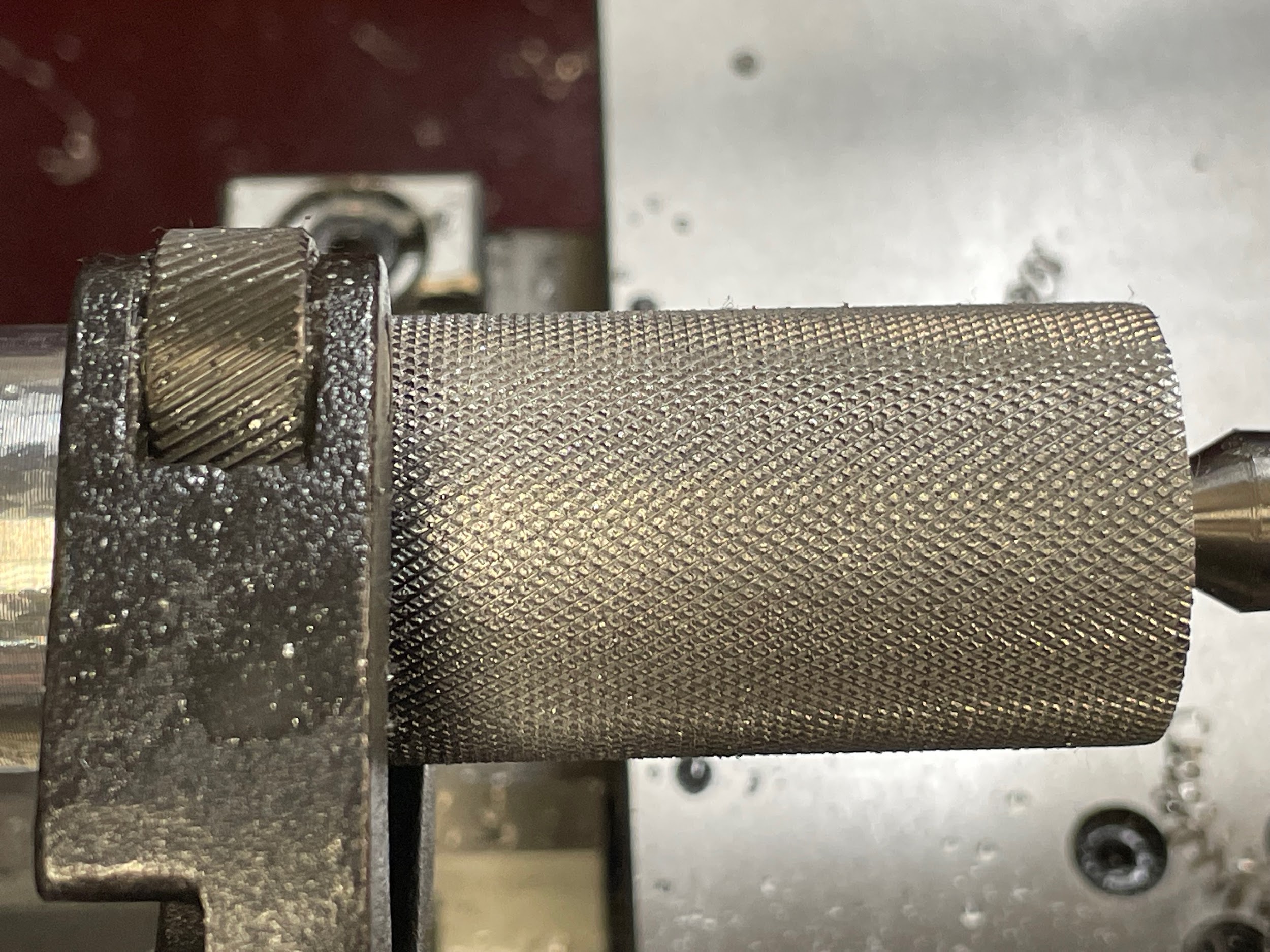
KNURLING
What is it?
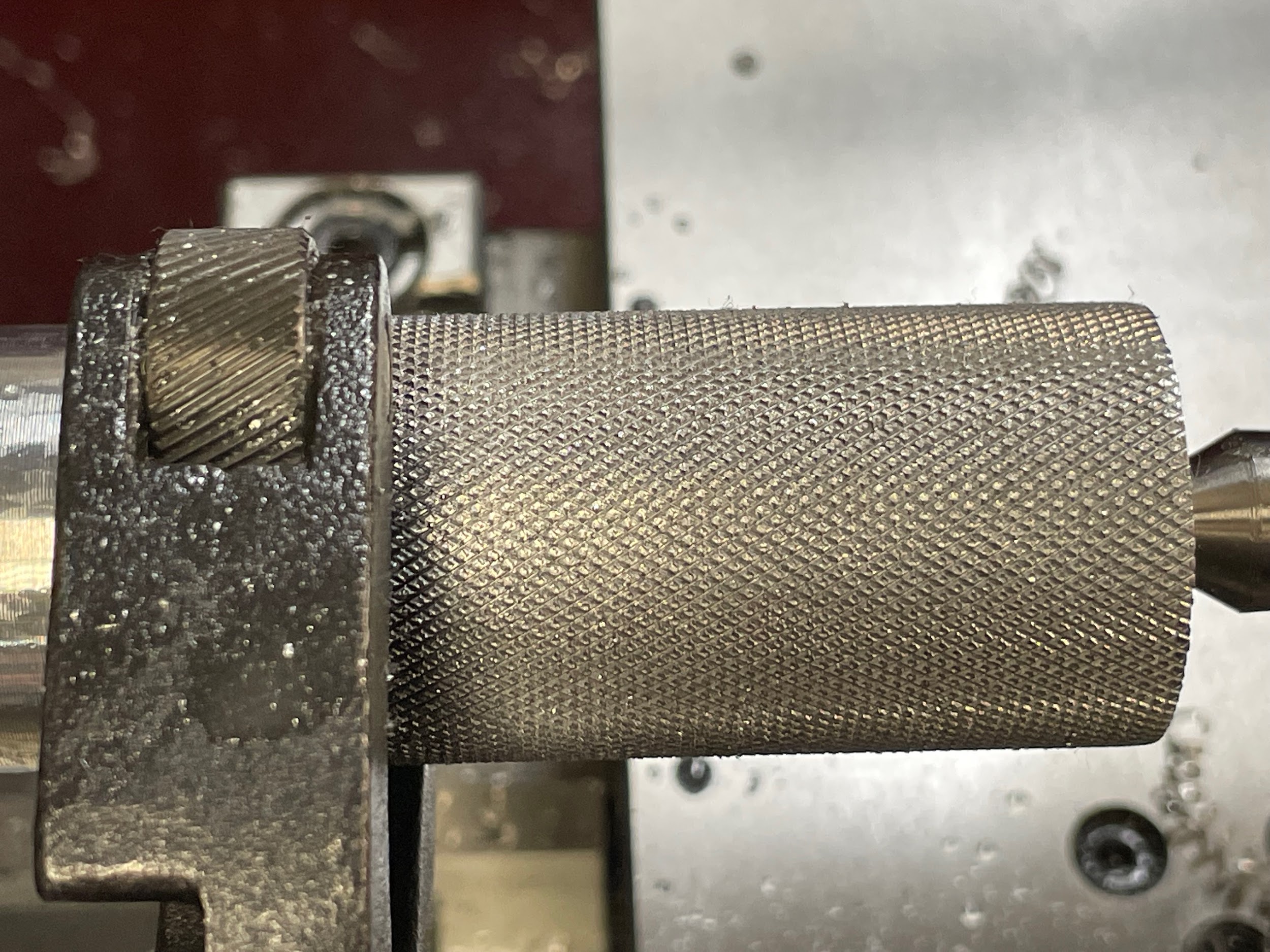
Knurling is the process of impressing diamond, straight or other patterns into the workpiece with a tool known as a knurler. The knurl is created when the wheels of the knurling tool are pressed into the work with enough pressure as to displace the work material creating a serration with raised edges. The knurler makes these serrations and raised edges over and over as the part is rotated and the knurling wheels track along the surface of the part. This repeated impression gradually displaces more material with each rotation. As the knurling tool feeds along the work, properly tracking wheels will create the desired pattern. Testing a planned knurl on a piece of scrap to perfect the technique is good practice before attempting it on a valuable piece of material.
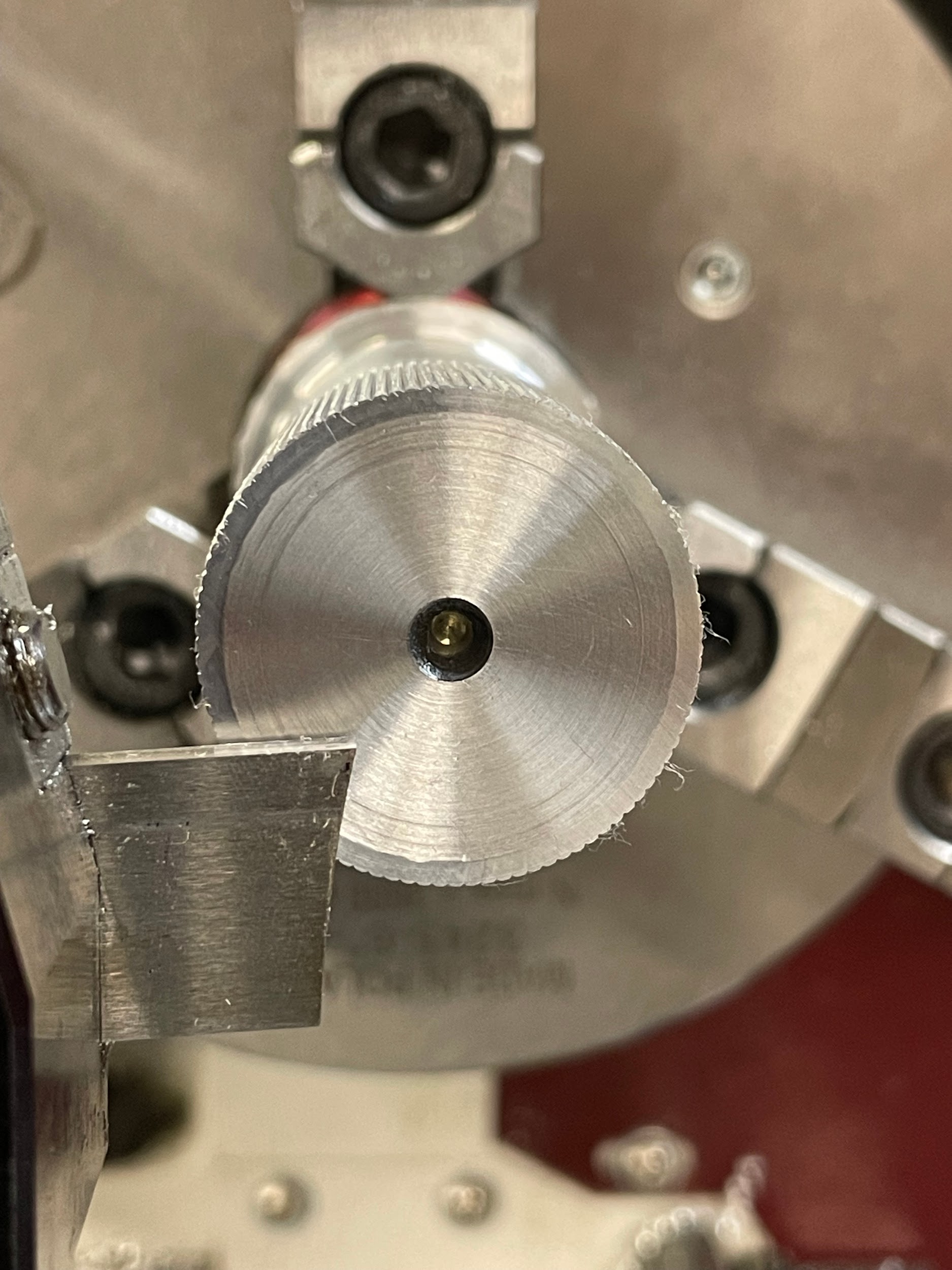
Step by step process for knurling with a scissor knurler:
- Prepare the work by turning a diameter slightly smaller than the desired size of the knurl. Often between .01 and .03 smaller, depending on the size of the knurls desired.
- Layout the desired length to be knurled with an odd leg caliper.
- Select the correct knurling wheels for the pattern indicated on the print. (This example is for medium knurls.)
- Align the toolpost with the work.
- Mount the knurling tool squarely in a tool holder.
- Install the holder securely on the toolpost.
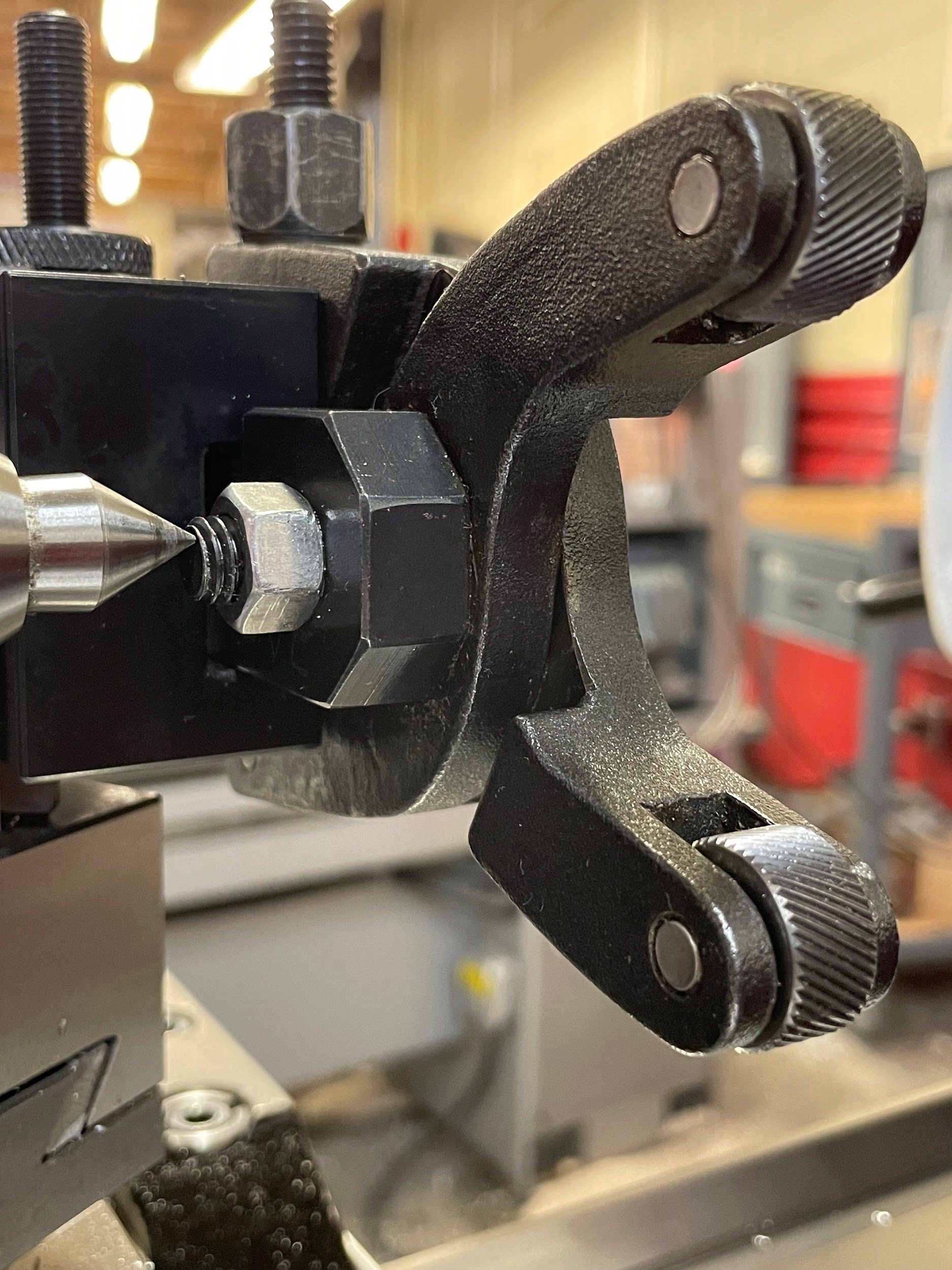
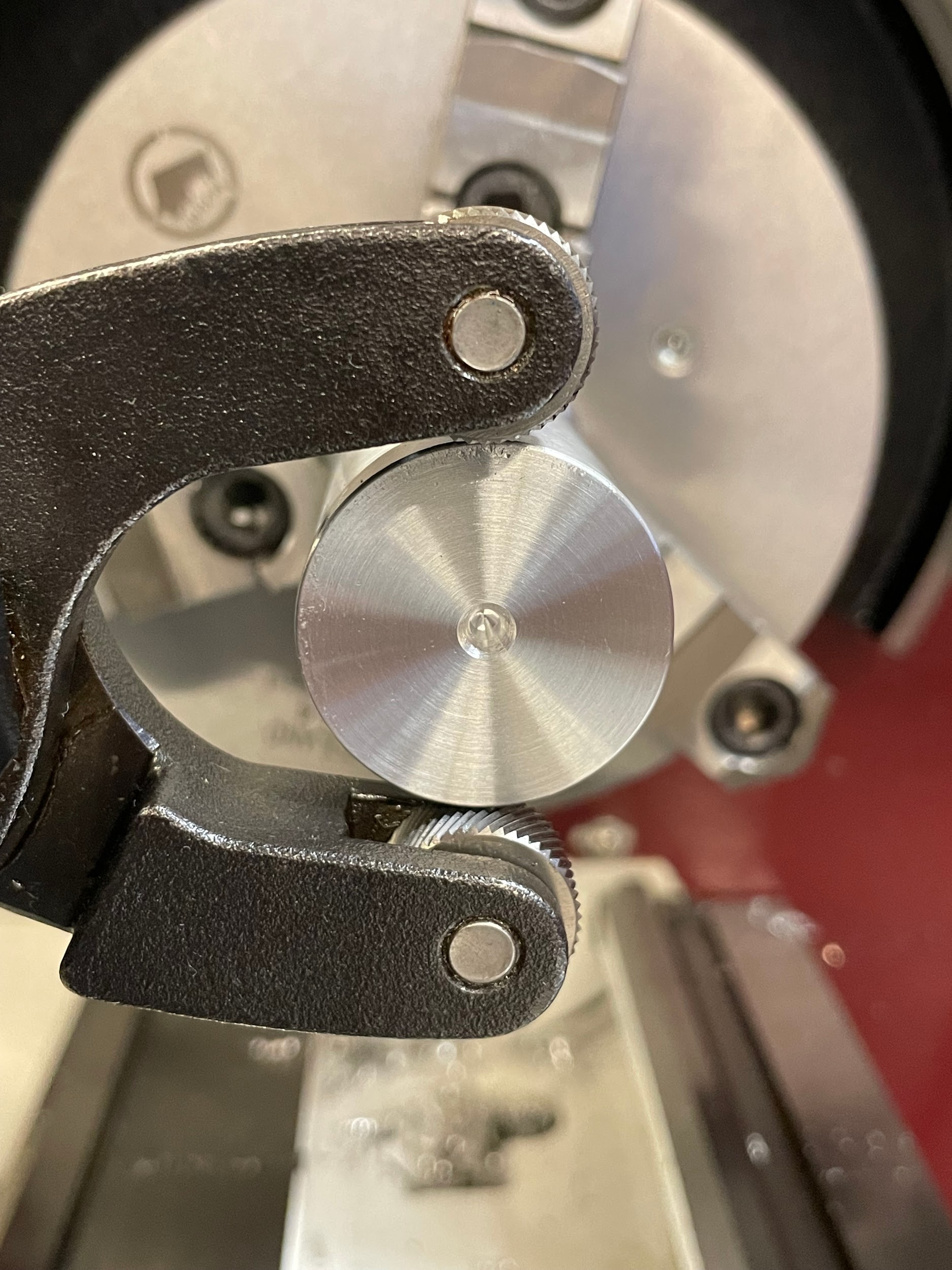
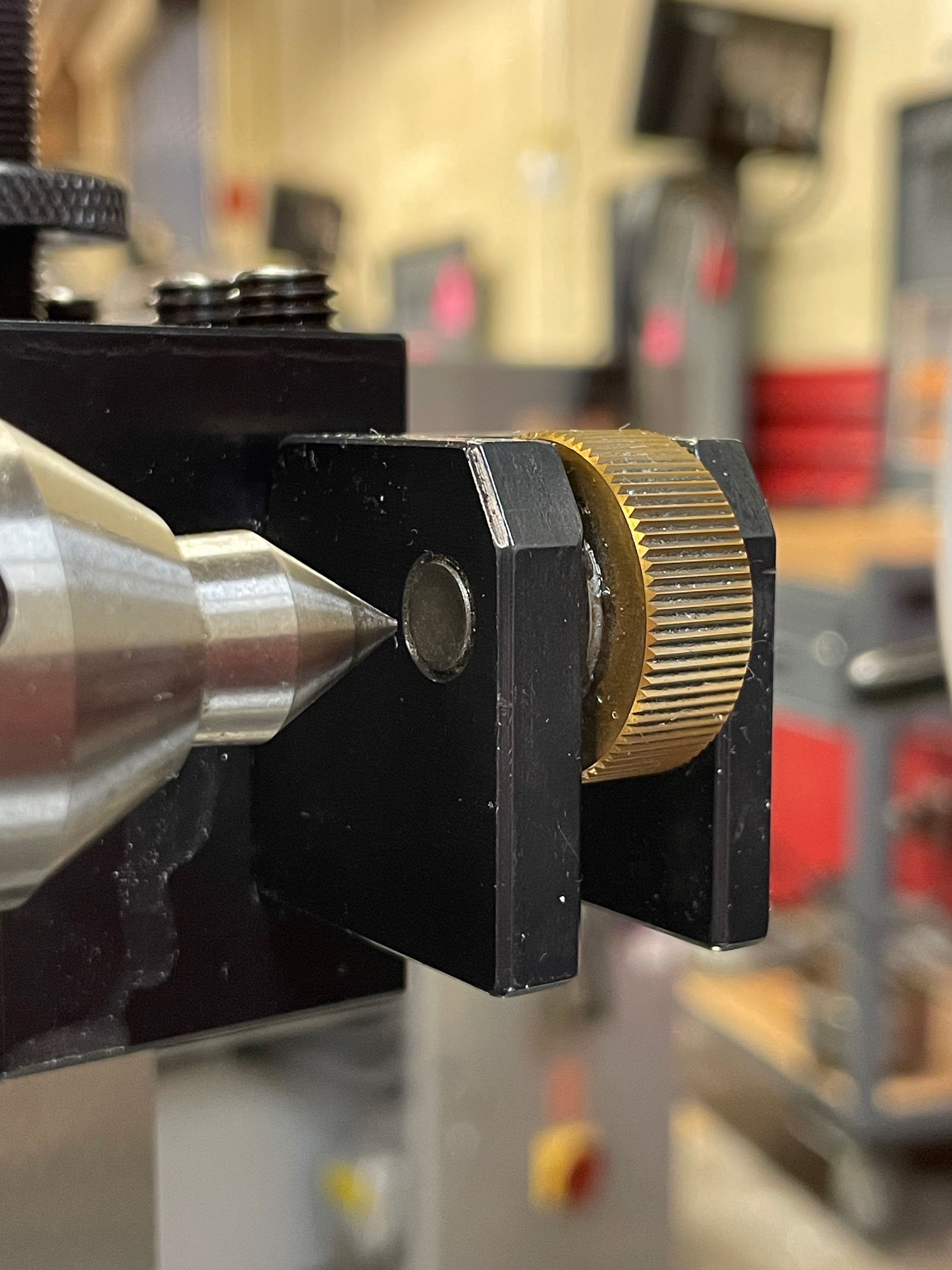
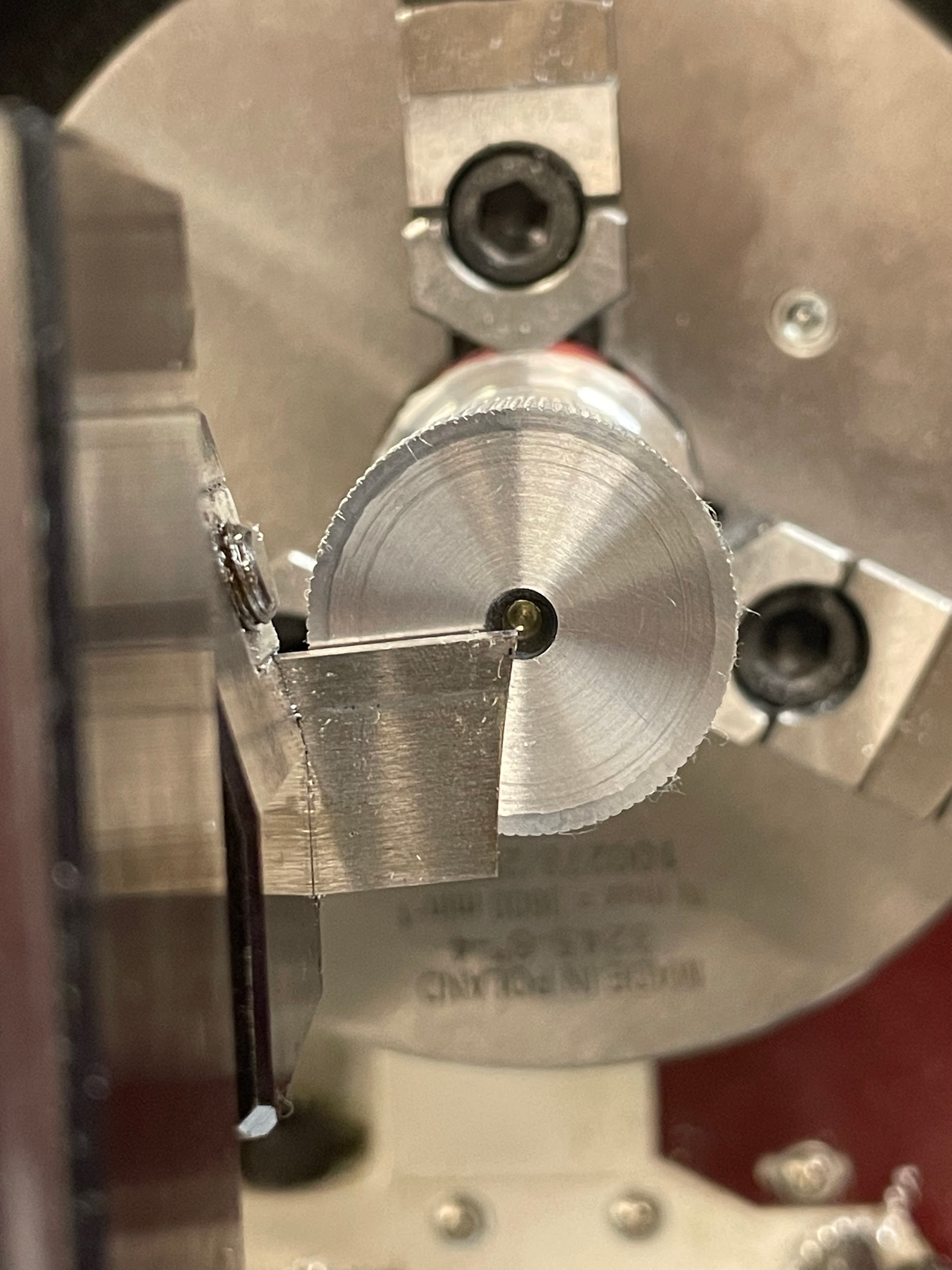
- Set the tool height by referencing the pivot point of the tool with the tailstock center.
- Open the tool by backing off the adjustment nut so the wheels will clear the OD of the work.
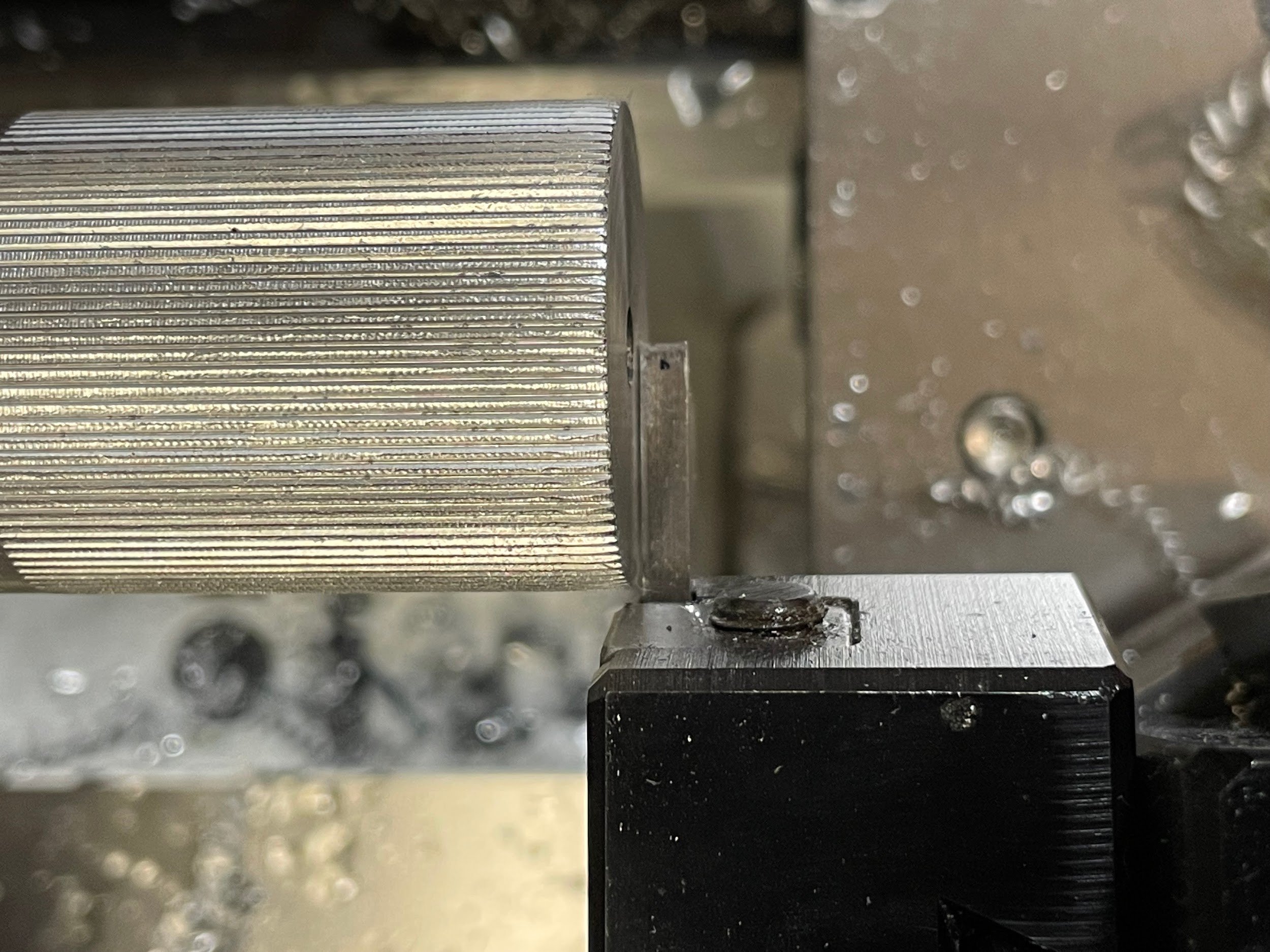
- Position the carriage so that the wheels line up half on and half off the end of the part.
- Position the cross slide so the wheels are directly above and below the part, at 12 and 6 o’clock.
- Calculate and set the spindle speed for the knurling operation. Generally, somewhere between 50 and 500 RPMs.
- Calculate and set the desired feedrate. Knurling can be performed at a fairly fast feed rate. If the tool is allowed to impress too many times on a particular stretch of material, it will raise the material to the point where it will overform and start flaking away from the part. Generally somewhere between .01 and .03 IPR.
- Engage the carriage power feed lever. Doing this will ensure that when the spindle is turned on, the carriage will immediately start moving. One of the things that will adversely affect a knurl is dwelling in one spot. Doing so will form the knurls more in the dwelling area, causing an undesirable ring effect.
- Engage the tailstock into the end of the part if possible for extra support.
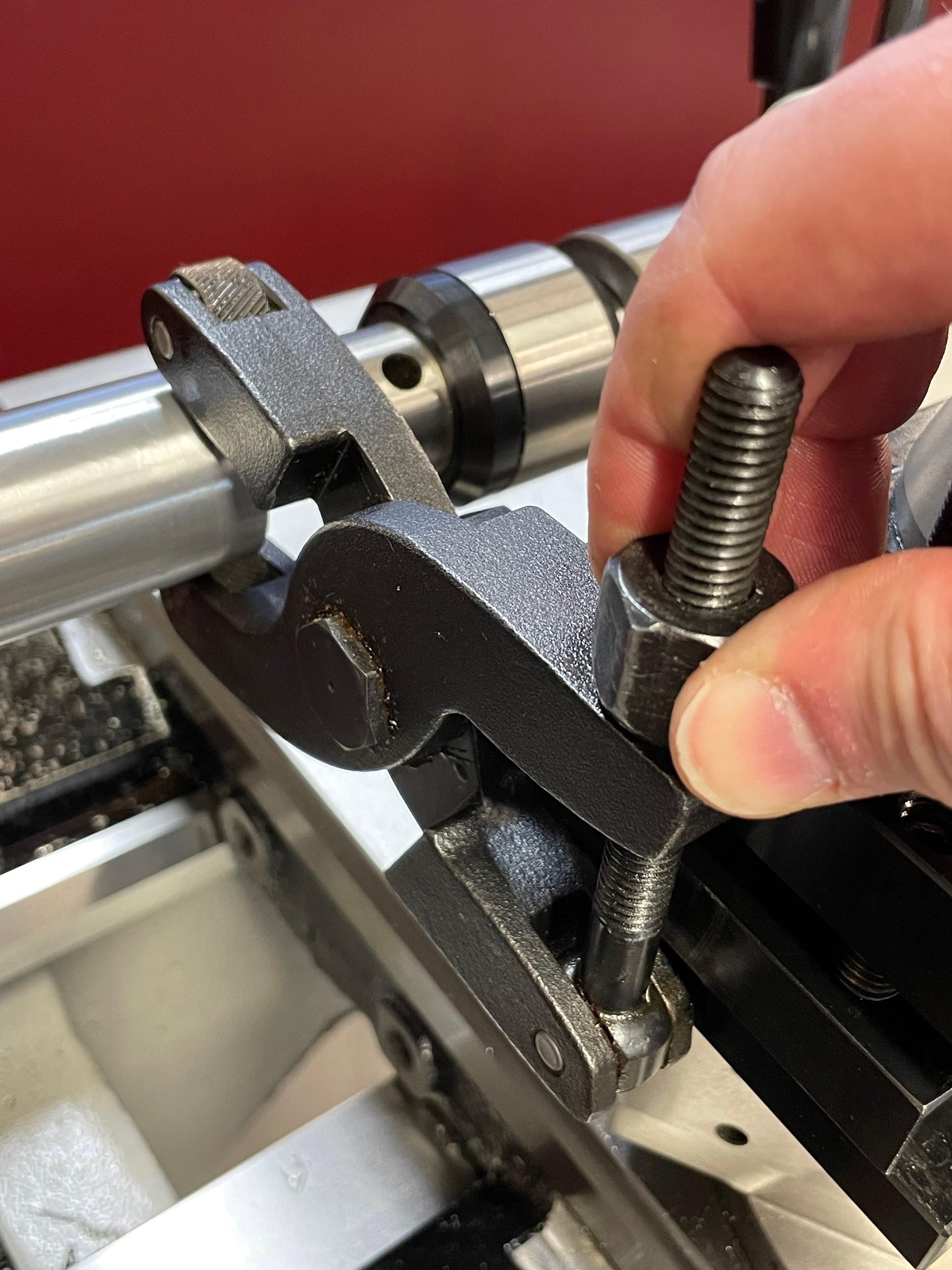
- Tighten the adjustment nut by hand so the knurling wheels are securely in contact with the OD of the work.
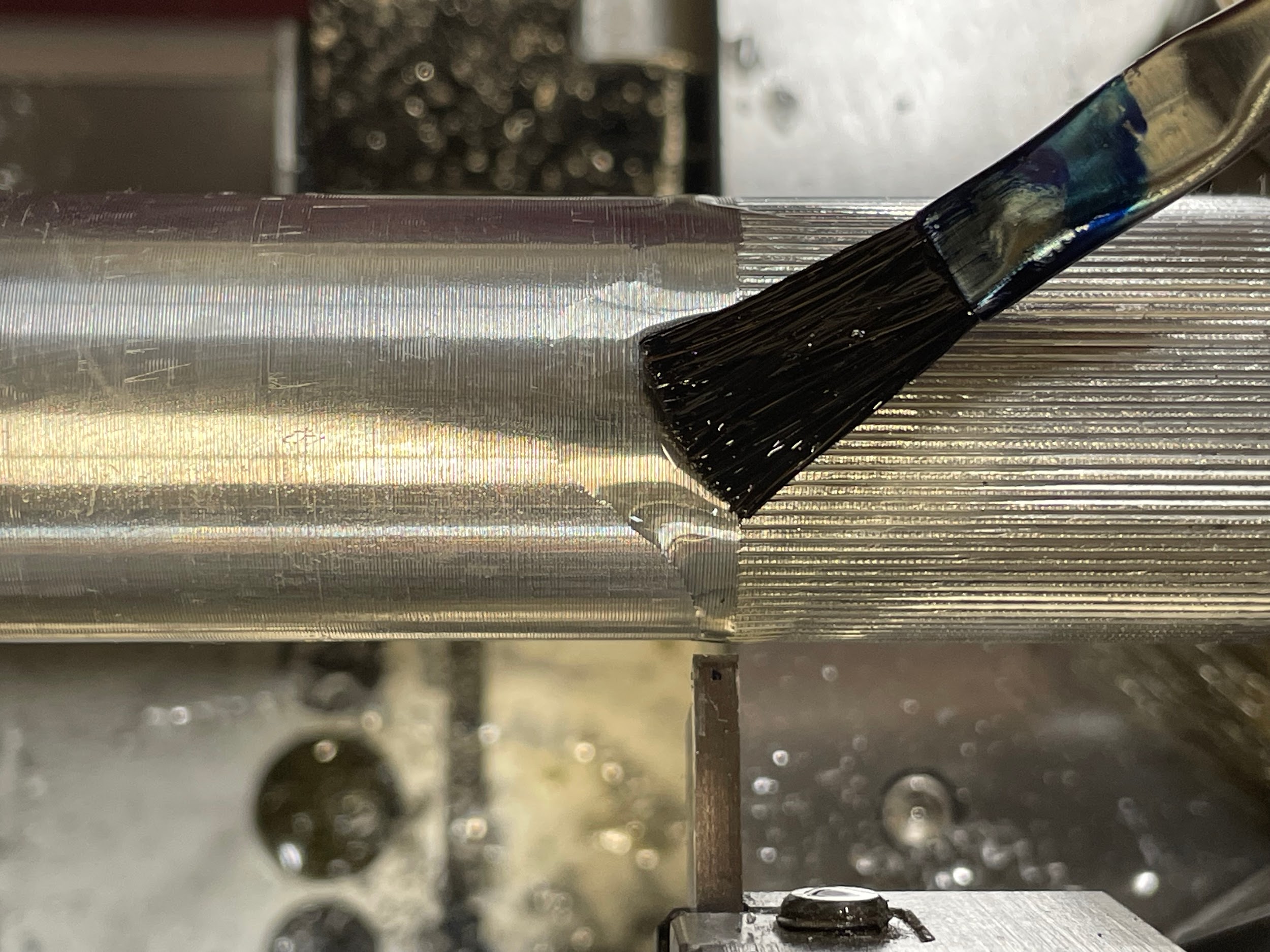
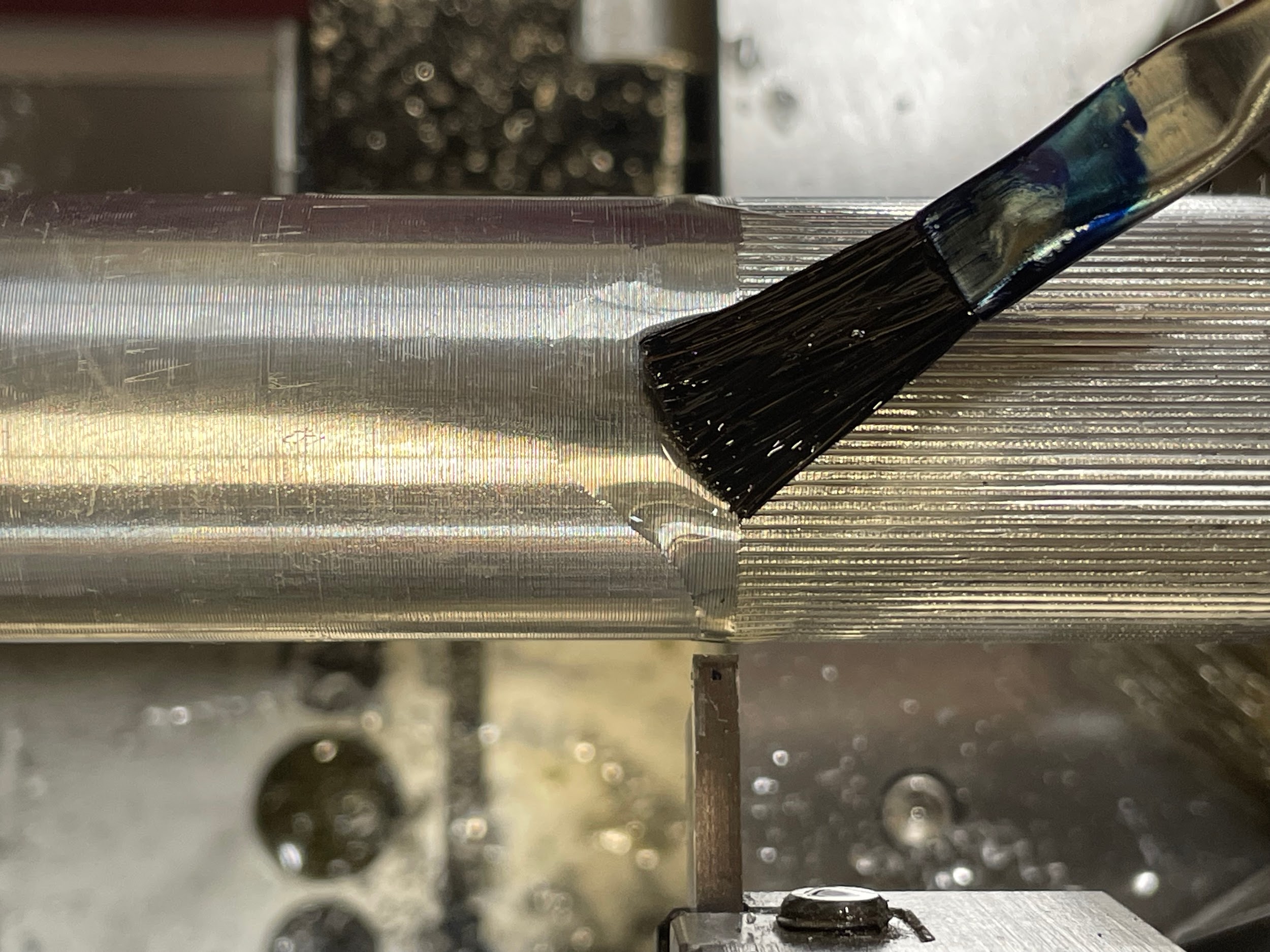
- Liberally lubricate the knurling wheels and work.
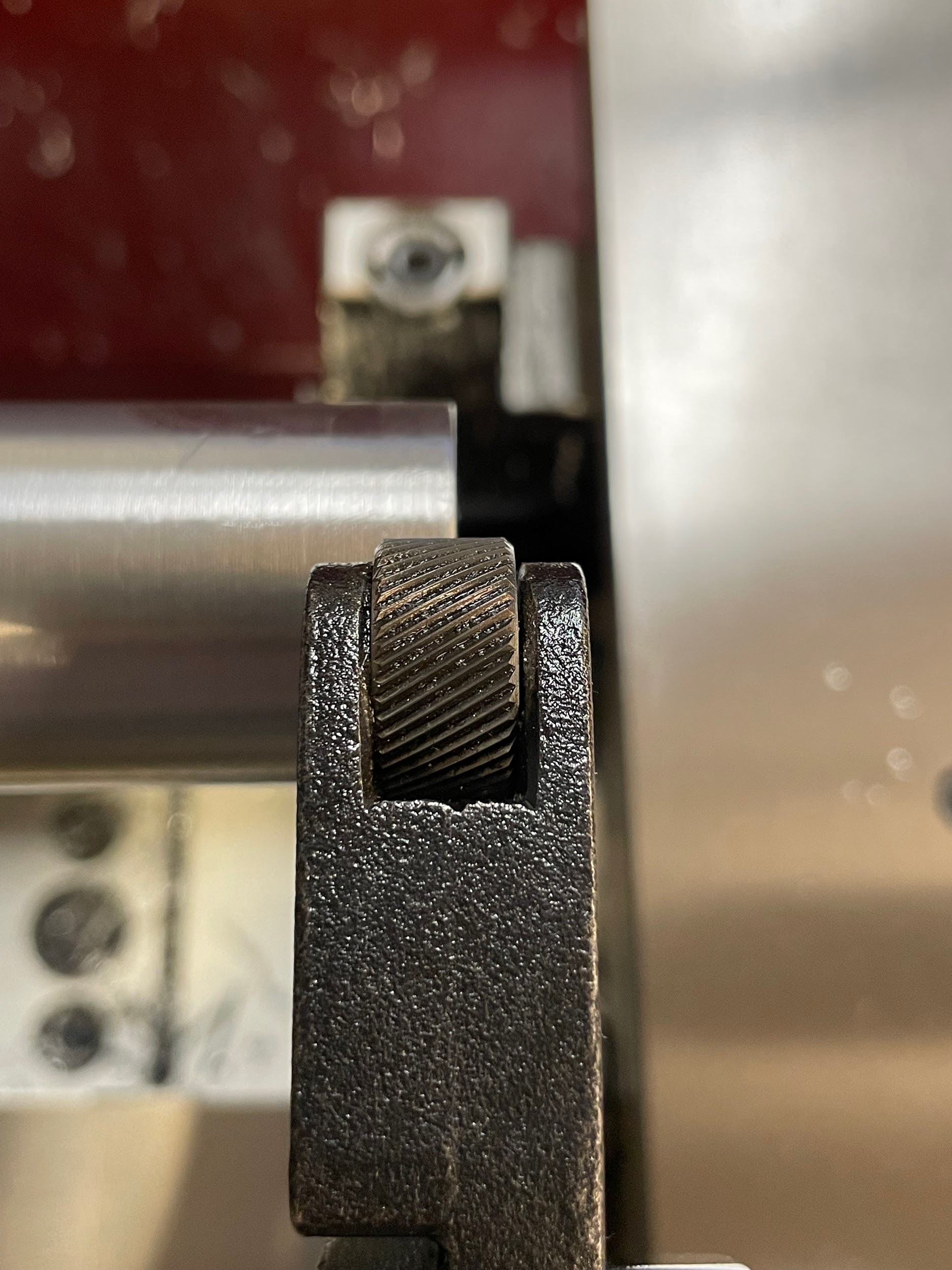
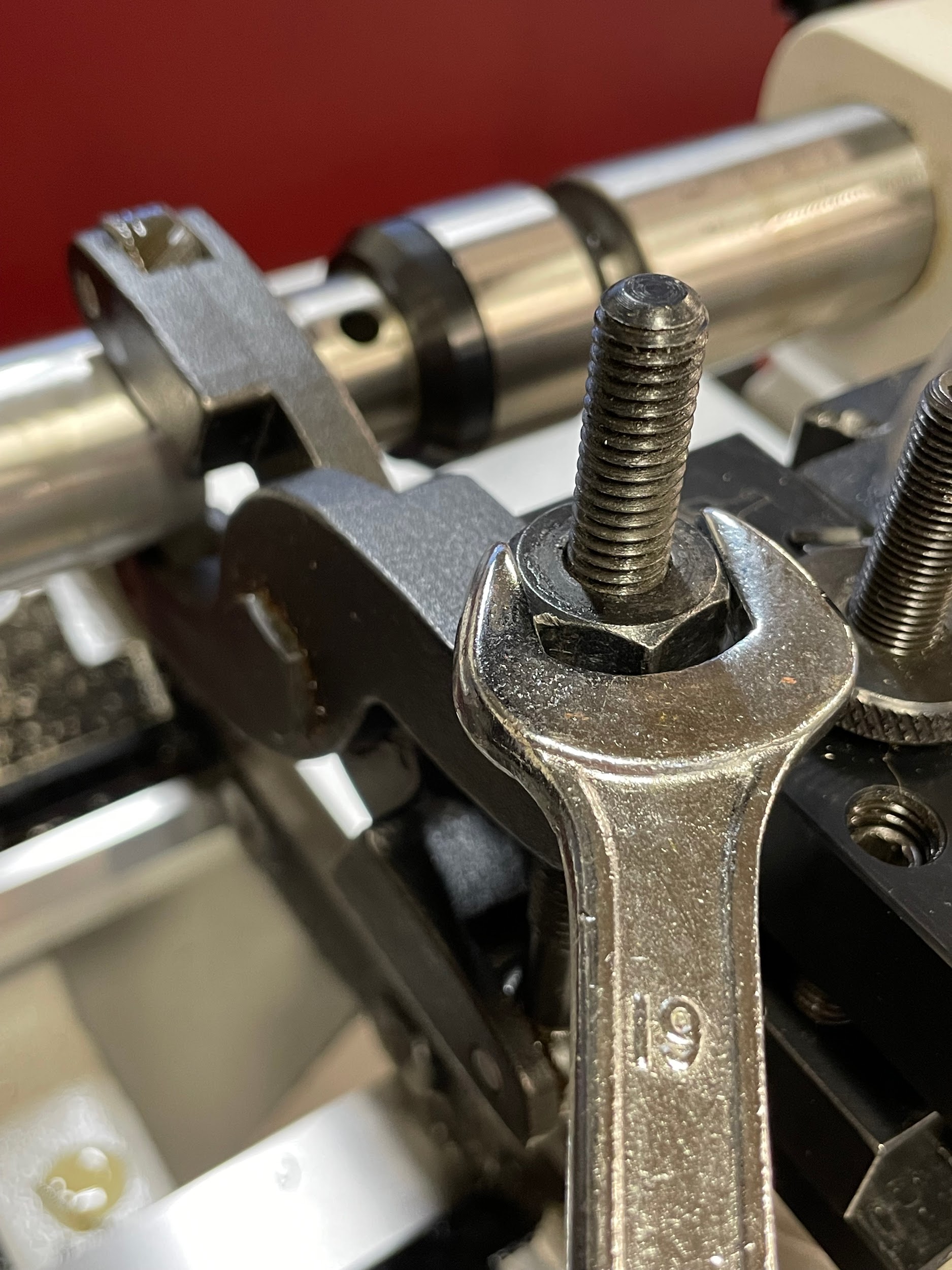
- Tighten the adjustment nut with a wrench to set the knurling pressure. This is subjective to the type and size of the knurl as well as the material being knurled. A good starting place would be 1/6th to 3/6th of a turn.
- Turn the spindle on and allow the spindle to rotate about 5 times before shutting it off again.
- Using compressed air, blow the oil out of the knurl and inspect it for correct depth and double cutting. Double cutting is when one or both of the knurling wheels incorrectly track the part and make twice as many serrations as they are supposed to. At this point, if the knurl isn’t correct, there may be an opportunity to adjust or fix the part. Double cutting is less likely to happen on freshly turned concentric diameters by setting the scissor tension before starting the spindle and by using cutting oil.
- If the knurl is forming correctly, lubricate the wheels as well as the rest of the part and turn the spindle back on.
- Watch the knurling wheels closely during the forming process. Apply cutting oil to the top wheel with a squeeze bottle while the part is in motion if it appears to get dry. Do not use a brush to apply oil during knurling operations. Brushes can get caught in the knurling wheels, damaging the part or tool.
- Turn the spindle off once the knurling tool reaches the layout line.
- Inspect the knurls.
- When the spindle stops, disengage the power feed. Disengaging the powerfeed anywhere along the length of the formed material while the spindle is rotating will cause dwell rings.
- Loosen the adjustment.
- Back the knurling tool away from the material with the cross slide.
Author’s Tip
On occasion, I might think the depth of my knurl is good when I first look at it, but once it gets to the end and I turn off the spindle to have a good look at it, I realize it is shallower than what I want. In an instance like this, I might decide to go back over the existing knurl by switching the direction of the powerfeed at the headstock. Switching the feed from into the chuck to away from the chuck without altering the tool or its engagement will allow the tool to feed back over the existing knurl and impress it a little bit more once the spindle is restarted. Sometimes taking a calculated risk like this, or possibly ending up with an over formed knurl, is better than having a knurl that is too shallow.
“Step 4: Align the toolpost with the work.“

“Step 7: Set the tool height by referencing the pivot point of the tool with the tailstock center.“
“Step 9: Position the carriage so that the wheels line up half on and half off the end of the part.“
“Step 10: Position the cross slide so the wheels are directly above and below the part, at 12 and 6 o’clock. “
“Step 12: Calculate and set the desired feedrate. Knurling can be performed at a fairly fast feed rate. If the tool is allowed to impress too many times on a particular stretch of material, it will raise the material to the point where it will overform and start flaking away from the part. Generally somewhere between .01 and .03 IPR.“

“Step 13: Engage the carriage power feed lever. Doing this will ensure that when the spindle is turned on, the carriage will immediately start moving. One of the things that will adversely affect a knurl is dwelling in one spot. Doing so will form the knurls more in the dwelling area, causing an undesirable ring effect.“

“Step 15: Tighten the adjustment nut by hand so the knurling wheels are securely in contact with the OD of the work.“
“Step 16: Liberally lubricate the knurling wheels and work.“

“Step 17: Tighten the adjustment nut with a wrench to set the knurling pressure. This is subjective to the type and size of the knurl as well as the material being knurled. A good starting place would be 1/6th to 3/6th of a turn. “
Step by step process for knurling with a bump knurler:
- Prepare the work by turning a diameter slightly smaller than the desired size of the knurl. Often between .01 and .03 smaller, depending on the size of the knurls desired.
- Layout the desired length to be knurled with an odd leg caliper.
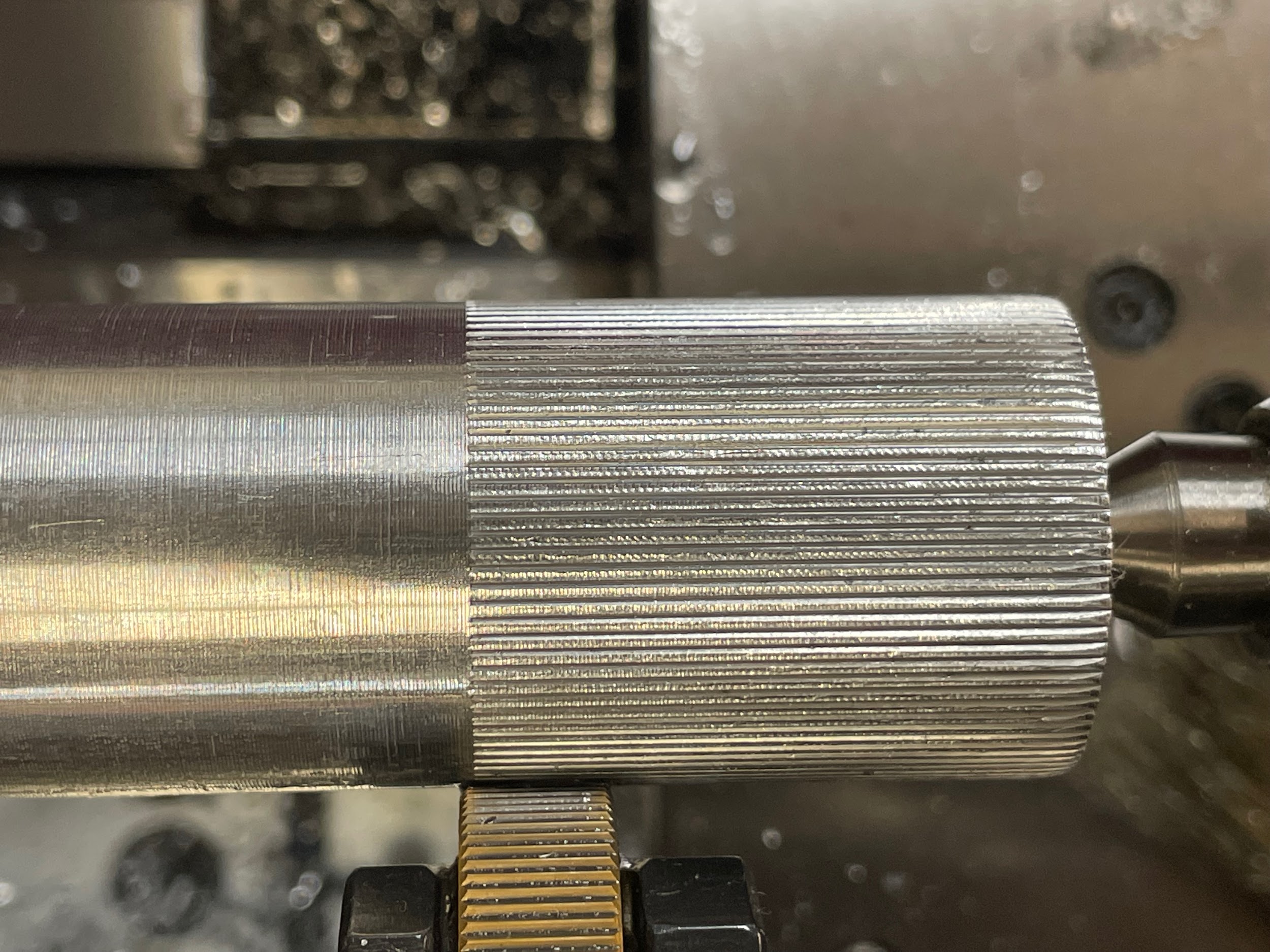
- Select the correct knurling wheels for the pattern indicated on the print. (This example is for a straight knurl.)
- Align the toolpost with the work
- Mount the knurling tool squarely in a tool holder.
- Install the holder securely on the toolpost.
- Set the tool height by referencing the midpoint of the tool with the tailstock center.
- Position the carriage so that the wheels line up half on and half off the end of the part.
- Calculate and set the spindle speed for the knurling operation. Generally, somewhere between 50 and 200 RPMs.
- Calculate and set the desired feedrate. Knurling can be performed at a fairly fast feed rate. If the tool is allowed to impress too many times on a particular stretch of material, it will raise the material to the point where it will overform and start flaking away from the part. Generally somewhere between .01 and .03 IPR.
- Engage the tailstock into the end of the part if possible for extra support.
- Gently touch the knurling wheels to the outside of the work and zero the cross slide.
- Back off the cross slide so the wheel/s are about 1/32” away from the diameter of the work.
- Liberally lubricate the knurling wheels and the end of the work.
- Turn the spindle on.
- Quickly and forcefully engage the cross slide, pushing the knurling wheels into the work to set the knurling pressure. This is subjective to the type and size of knurl as well as the material being knurled. A good starting place would be .02 to .05 on the cross slide. Allow the spindle to rotate about 5 times before shutting it off again.
- Using compressed air, blow the oil out of the knurl and inspect it for correct depth and double cutting. Double cutting is when one or both of the knurling wheels incorrectly track the part and make twice as many serrations as they are supposed to. At this point, if the knurl isn’t correct, there may be an opportunity to adjust or fix the part. Double cutting is less likely to happen on freshly turned concentric diameters, by engaging the part quickly to depth, and by using cutting oil.
- If the knurl is forming correctly, lubricate the wheels as well as the rest of the part.
- Engage the carriage power feed. Doing this will ensure that when the spindle is turned on, the carriage will immediately start moving. One of the things that will adversely affect a knurl is dwelling in one spot. Doing so will form the knurls more in the dwelling area, causing an undesirable ring effect.
- Turn the spindle back on.
- Watch the knurling wheels closely during the forming process. Apply cutting oil to the top wheel with a squeeze bottle while the part is in motion if it appears to get dry. Do not use a brush to apply oil during knurling operations. Brushes can get caught in the knurling wheels, damaging the part or tool.
- Turn the spindle off once the knurling tool reaches the layout line.
- Inspect the knurl.
- When the spindle stops, disengage the power feed. Disengaging the powerfeed anywhere along the length of the formed material while the spindle is rotating will cause dwell rings.
- Back the knurling tool away from the material with the cross slide.
“Step 7: Set the tool height by referencing the midpoint of the tool with the tailstock center.“
PARTING
What is it?
Parting is the process of removing a finished, or partially finished, part from a length of bar stock on the lathe. Parting is very similar to grooving, but it is often much deeper and sometimes less accurate of an operation. If a part is finished after being parted off, the part will be parted off to its overall length. If the backside of the part is going to have further machining performed, the operator will part it 1/64” to 1/32” oversized in order to face the second side for a nice finish.
Step by step process for parting:
- Finish as many features as possible on the part so they are concentric with one another.
- Apply layout dye to the area where the parting will occur.
- Use odd leg calipers to scribe a line at the overall length of the finished part.
- Load a parting tool onto the tool post.
- Adjust length of tool and check height.
- Calculate the spindle speed for parting based on the outer diameter where the cutter would start. Parting is generally performed at a slower speed, about 1/4 of turning speed.
- Turn on the spindle.
- Touch off the part off blade to the face of the work.
- Zero the graduated collar of the carriage handwheel.
- Move the carriage over the width of the part off blade and zero the hand wheel again.
- If there is no secondary operation being performed on the back side of the part, move the carriage over the exact distance of the overall length. If there is a secondary operation on the backside remaining, move the carriage over the overall length plus about 1/64” to 1/32”.This will provide adequate material for facing on the second side.
- Lock the carriage.
- Bring the tool close to the outside diameter and visually check with the scribed line.
- Lube the work.
- Gently bring the tool in with the cross slide and touch off the tool on the outside diameter.
- Set the graduated collar on the cross slide to zero.
- Slowly engage the parting tool into the work. Keep a nice even feed and allow the chip to curl into a spiral coil shape on top of the tool while applying cutting oil. If the cut is squeaking and producing finely segmented chips, the feed is too slow.
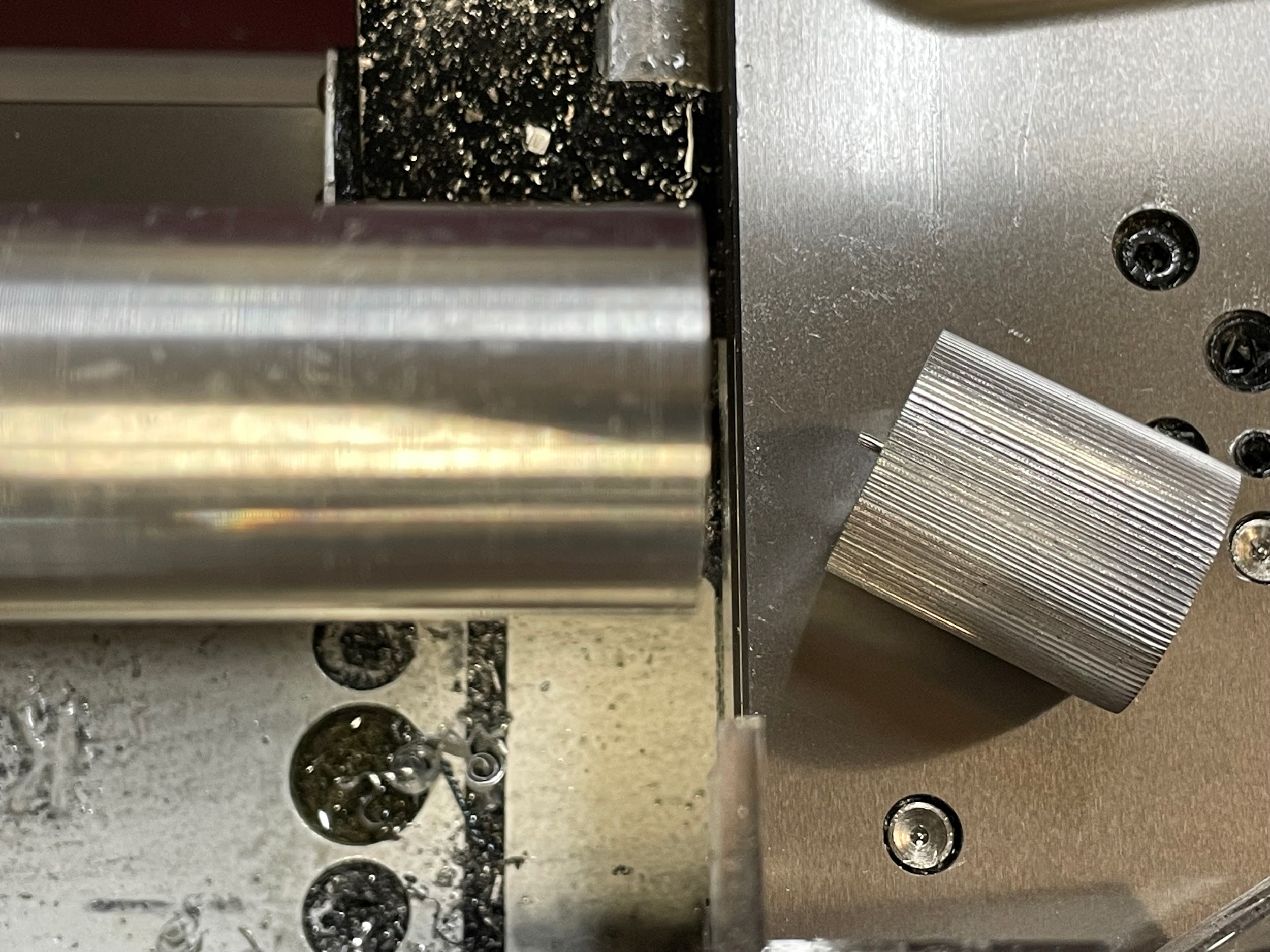
- Continue parting until the part is removed from the stock.
“Step 5: Adjust length of tool and check height.“
“Step 5: Adjust length of tool and check height.“
“Step 8: Touch off the part off blade to the face of the work.“
“Step 14: Lube the work.“
“Step 18: Continue parting until the part is removed from the stock.“
Author’s tip
When starting the parting operation, apply a drop of oil to the cutter and cut into the part about 1/16” and back out. Then grab your file, or better yet, a 90 degree chamfer tool, and deburr the back edge of the part. This step will save time and make a cleaner, more uniform chamfer on the part than attempting to debar the round part by hand.
Don’t part off completely, letting your hard work fall into the chip tray. Construct a small padded cardboard catching container to protect your finished parts as well as the machine’s ways. Better yet, get a feel for how small of a diameter you can part to in various materials without the part falling off. My go-to is somewhere between 1/8” and .100, maybe a hair smaller in tougher steels or lighter parts. Another method of gauging the perfect parting diameter is to intently watch the part as you get smaller than ⅛”. When you see the part make a momentary wobble, stop the spindle and back out. Once you neck the material down to the perfect size, you can pick the part off like a pro!
SUMMARY
Manual lathes are capable of many different operations. With each part the operator creates, they will be able to gain experience and become familiar with the lathe and its workings. Starting small and on parts with looser tolerances is a good way to build confidence. Operations like facing and turning are a basic first step before more technical operations like taper turning and threading are attempted. A machinist in industry will be able to efficiently perform all the operations indicated in this chapter. Knowing the turning operations, how they are performed, and how to troubleshoot the problems that arise are important steps to upper level positions in a machine shop, such as that of a CNC programmer.
REVIEW QUESTIONS
- List the necessary safety precautions required to run a lathe.
- Explain the capacity of a lathe and how it is indicated using examples.
- Discuss the purpose of the main parts of an engine lathe.
- Describe the process of setting speeds and feeds on a lathe.
- Describe, with examples, how to calculate spindle speed on a lathe.
- Explain how feed on a lathe is expressed.
- Describe the difference in feed for roughing and finishing cuts.
- Explain how to determine the depth of cut to be used on a job.
- Describe the use of lathe centers.
- Describe the difference between a 3 jaw and 4 jaw chuck and their uses.
