Chapter 8 Part 2: Drill Presses
WORK HOLDING
Work holding devices on a drill press are designed to securely hold material for hole making operations. They need to be simple, quick, and easy to use. The most common work holding solutions on a drill press are vises and clamps. These solutions come in many different styles but perform the same function of holding the work.
Drill press vise
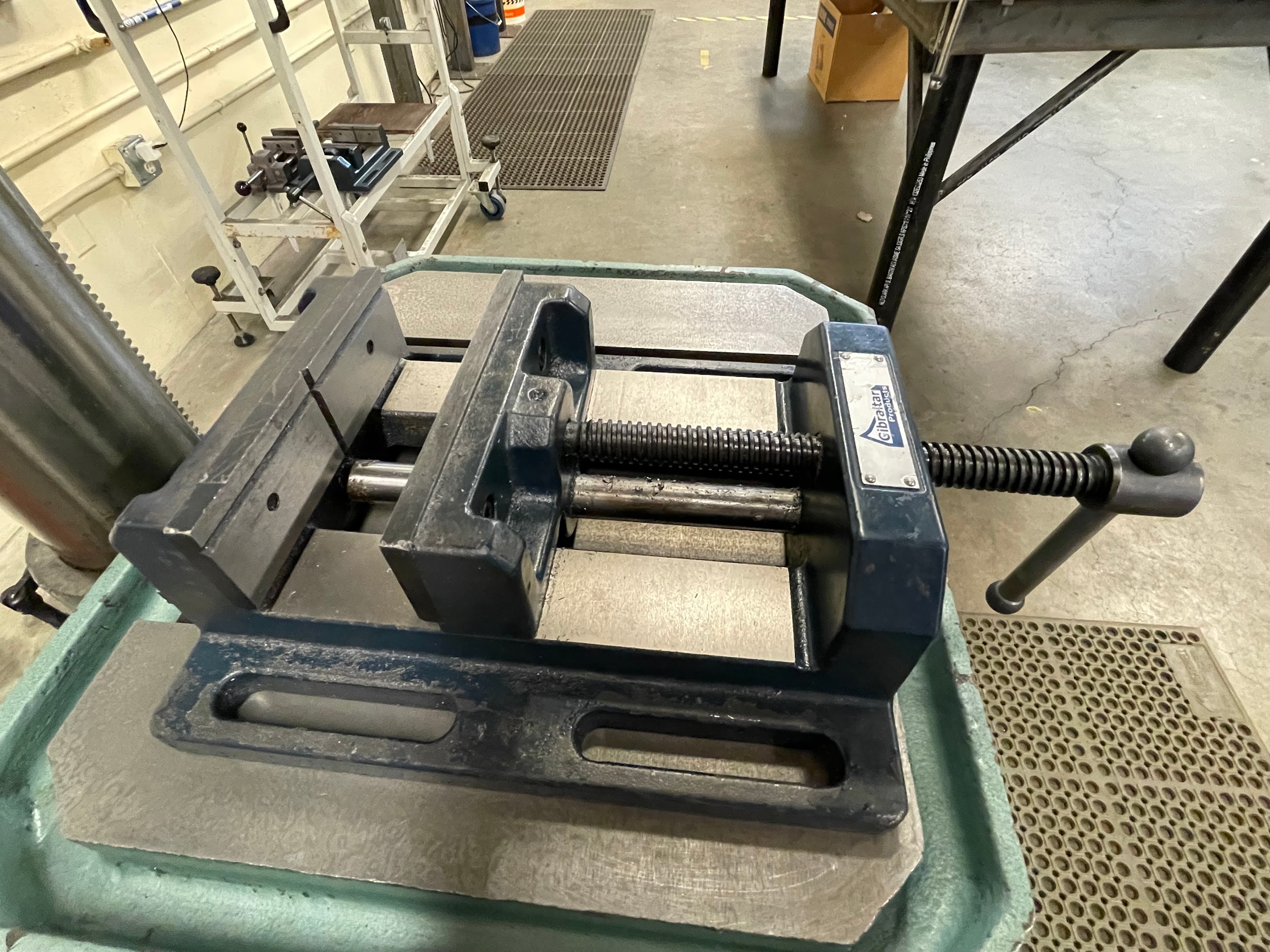
A drill press vise is a common work holding device on a drill press. They come in many shapes and sizes, but they generally share some basic features. The basic drill vise will have a base that is machined on the bottom so it sits flat on the drill press table. On top of the base, the vise will be machined parallel to the bottom. This is to assure that parts will sit flat in the vise and to establish the primary datum. The top side will have two jaws; a solid jaw and a movable jaw. The solid jaw doesn’t move and is made square to the top surfaces of the vise, creating the secondary datum. The movable jaw is attached to a mechanism that the operator moves to put pressure on the part, and in turn, the solid jaw. The base of the vise will also have some way to attach the vise to the table for heavier cutting operations.
Screw actuated vise
The screw actuated vise utilizes a basic unified screw thread, an Acme thread, or a square thread to transmit the clamping force needed for workholding. Entry level vises with lower clamping force will be equipped with a 60 degree unified thread, while vises intended for heavier duty clamping will use increasingly flatter threads because of their strength.
Cam actuated vise
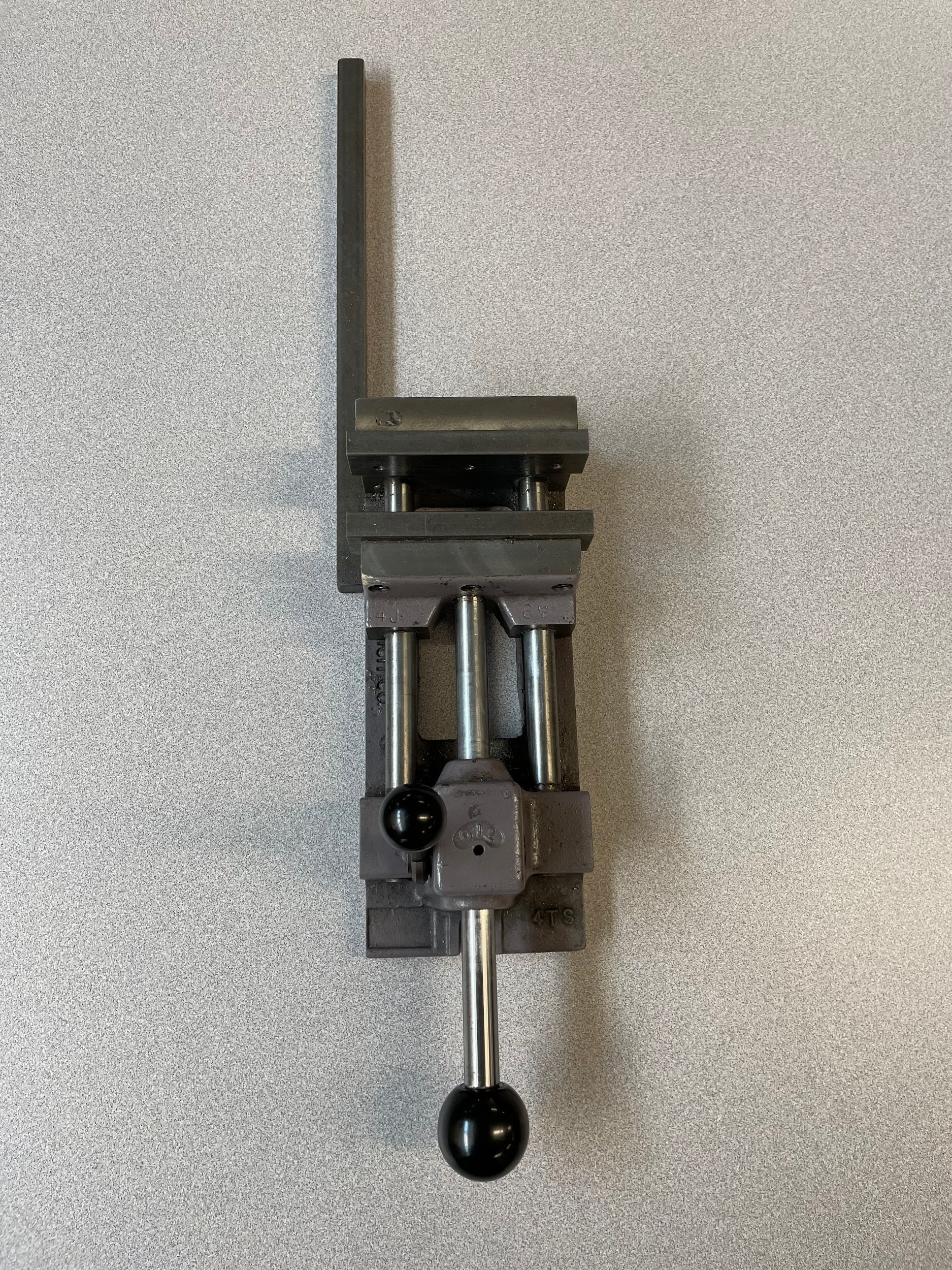
Cam Lock Vise 2
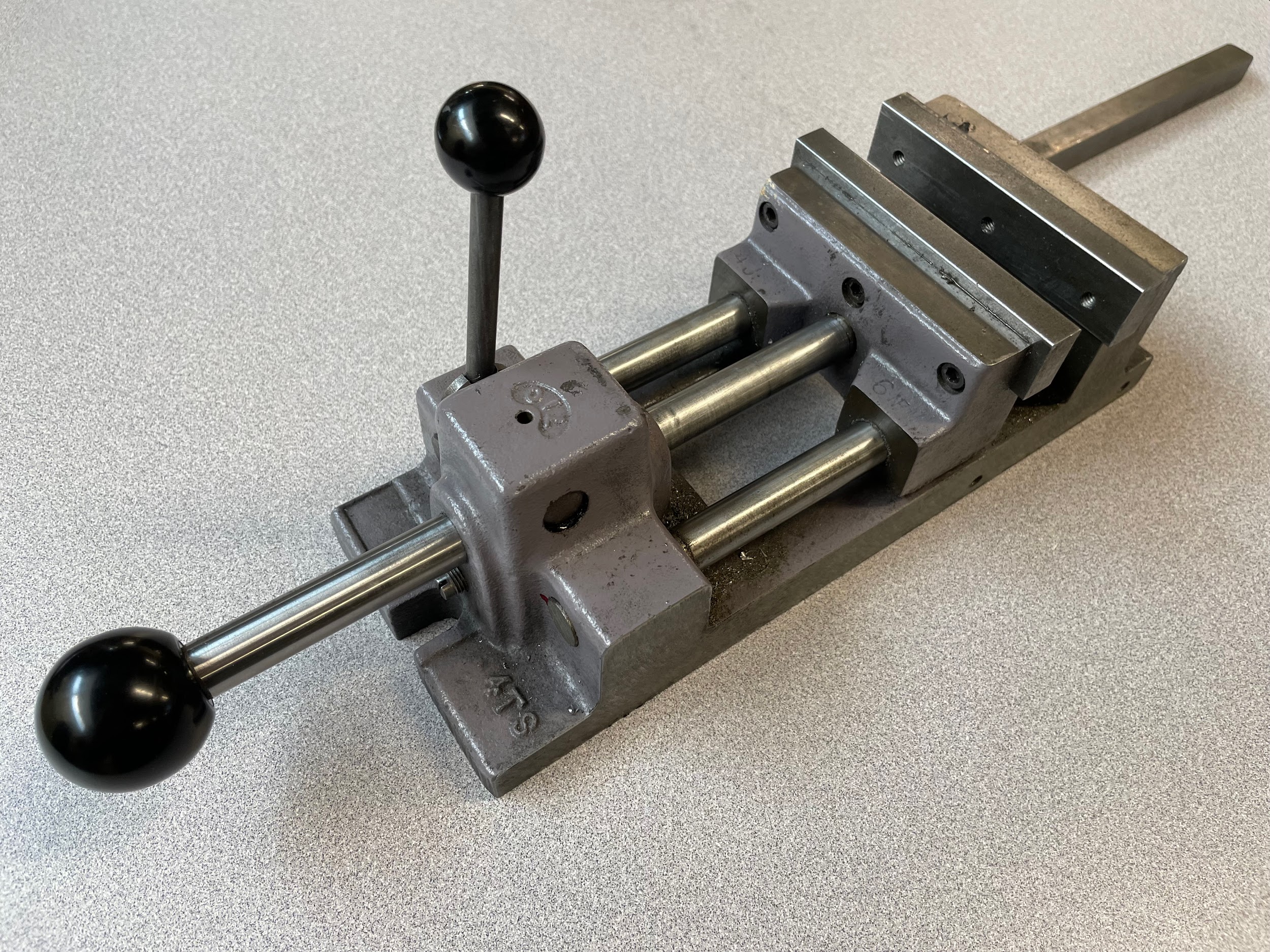
A cam actuated vise uses a rod and a friction lever to apply gripping force to the jaws. When in action, the user manually pushes the movable jaw up into the part by putting pressure on the knob at the end of the rod. Once the movable jaw is snug, the lever is pushed downward, and the friction of the camming mechanism increases the pressure on the part, giving added grip strength.
Parallels

Parallels are used on a drill press in order to raise parts off the table or off the top surfaces of the vise. They are called parallels because the advertised surfaces are ground flat and parallel to one another. They generally come in pairs, and multiple pairs come in a set. For vise use, ⅛” thick parallels are the modern standard of the industry, with a set containing ½” to 1-⅝” heights in ⅛” increments. With parallels used to raise parts off the table, they are usually thicker, ½” or more, so they stand up on their own, and have less incremental change in height.
Clamp
Clamps are a common work holding device on a drill press and come in many shapes and styles. A simple drill press has a table that allows for clamping devices to reach the bottom. This access allows a clamp to span from the bottom to the top so a workpiece can be affixed. Another feature of the table is the tee slots that allow for clamping devices to grip directly to the table to secure parts.
C-clamp

C-clamps, also discussed in chapter 5[crossref], are familiar to a lot of people because they are used in many industries. The main frame of the clamp is in the shape of the letter “C”. On one end of the clamp is a pad for gripping, on the other is a screw for adjusting and tightening the clamp. At the end of the screw is another pad for gripping. On a drill press C-clamps can be used to secure parts directly to the table.
Cantilever clamp

A cantilever clamp is similar to a C-clamp in its use, clamping parts to the table of a drill press, but its construction is different. A cantilever clamp uses a scissor motion in conjunction with screw pressure for the gripping force. The gripping pads of this style clamp rotate and conform to uneven parts. These clamps are often better suited to machine work because the design affords extra clearance and are easier to work around.
Fixture clamps

Fixture clamps generally come as a clamping kit. The kit will contain T-nuts, studs, regular nuts, risers, extensions, and the clamps themselves. When in use, the operator will select the components needed to clamp the part to the drill press table. The end setup will have a clamp spanning a short gap between the part and the riser. In the middle of the gap will be the stud, the T-nut in the table, and the regular nut tightened on top of the clamp. The clamp must be level or slightly lower on the part side. This makes sure the end can grip correctly on the part. The bolt must also be as close to the part as possible. With the bolt close to the part, a greater percentage of force is put into the part rather than the riser. If the bolt is closer to the riser, the majority of holding force is put into the riser and there is potential for the part to come loose inadvertently.
WORK SETUP
What is it?
The work setup is the way the operator holds the material in order to perform the cutting operations. One of the main aspects of setting up a job is establishing the datums that are referenced on a print (see chapter 3[crossref]). A datum is a surface, line, or point that the dimensions of the print use as a reference. The dimensions of the print need to be represented in the work machinists perform. These datums may be intentionally called out as in a GD&T style print, or just implied by having one or more dimensions linked to a side of the part, as in a traditional print. Sometimes machinists will establish datums without even realizing it. When the operator puts a part in a vise, they inadvertently establish one datum just by the part sitting at the bottom of the vise. If the table is square to the machine, the bottom of the vise is parallel to the top, and the bottom of the part is parallel to the top, then any hole type features that are put in the top surface will be perpendicular to that surface. A good example of establishing datums for drill press work is the layout process. When making intersecting layout lines on a part, the machinist must make the line parallel to the edge or feature that is referenced in the print. That edge or feature is an implied datum.

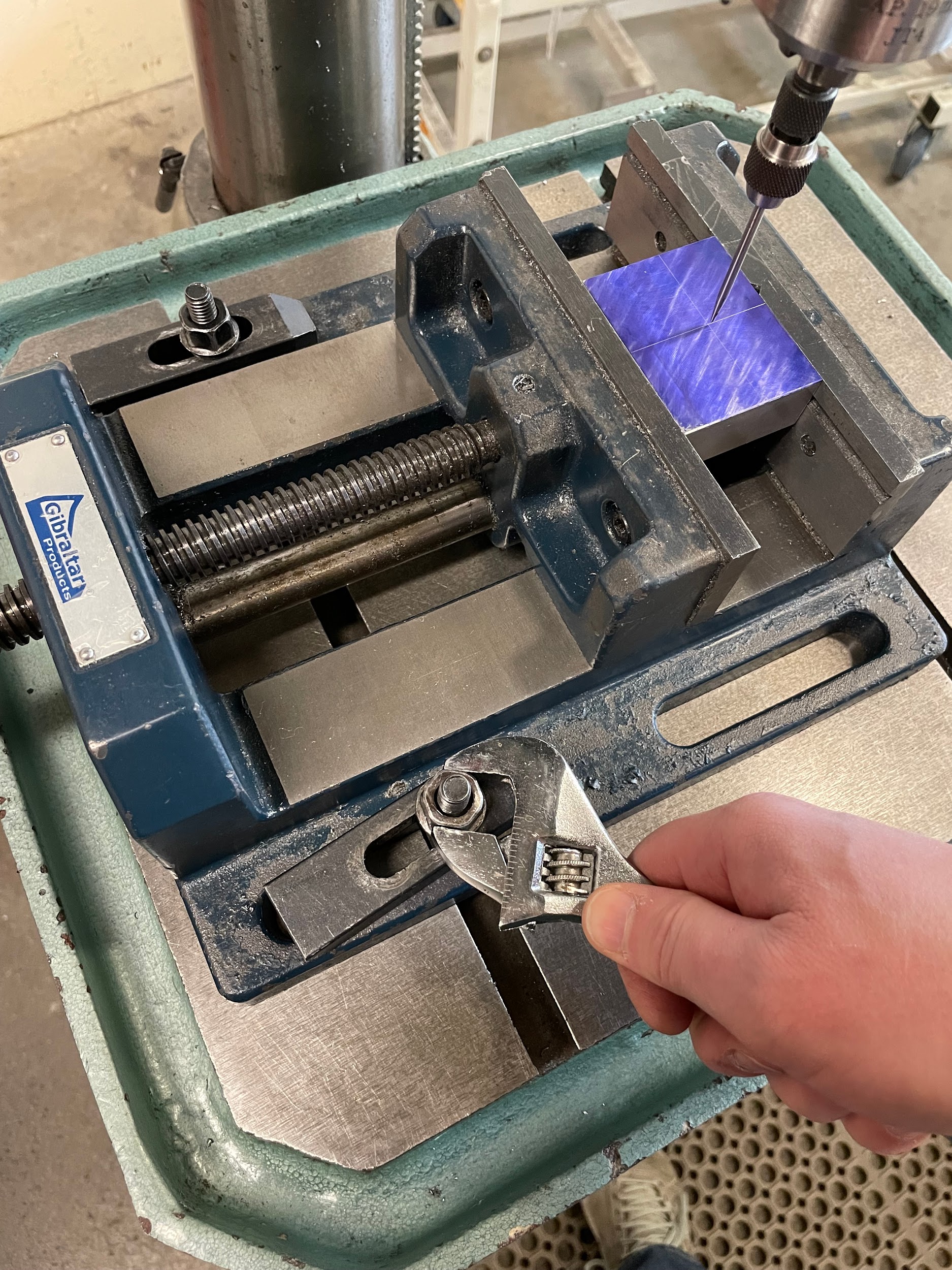
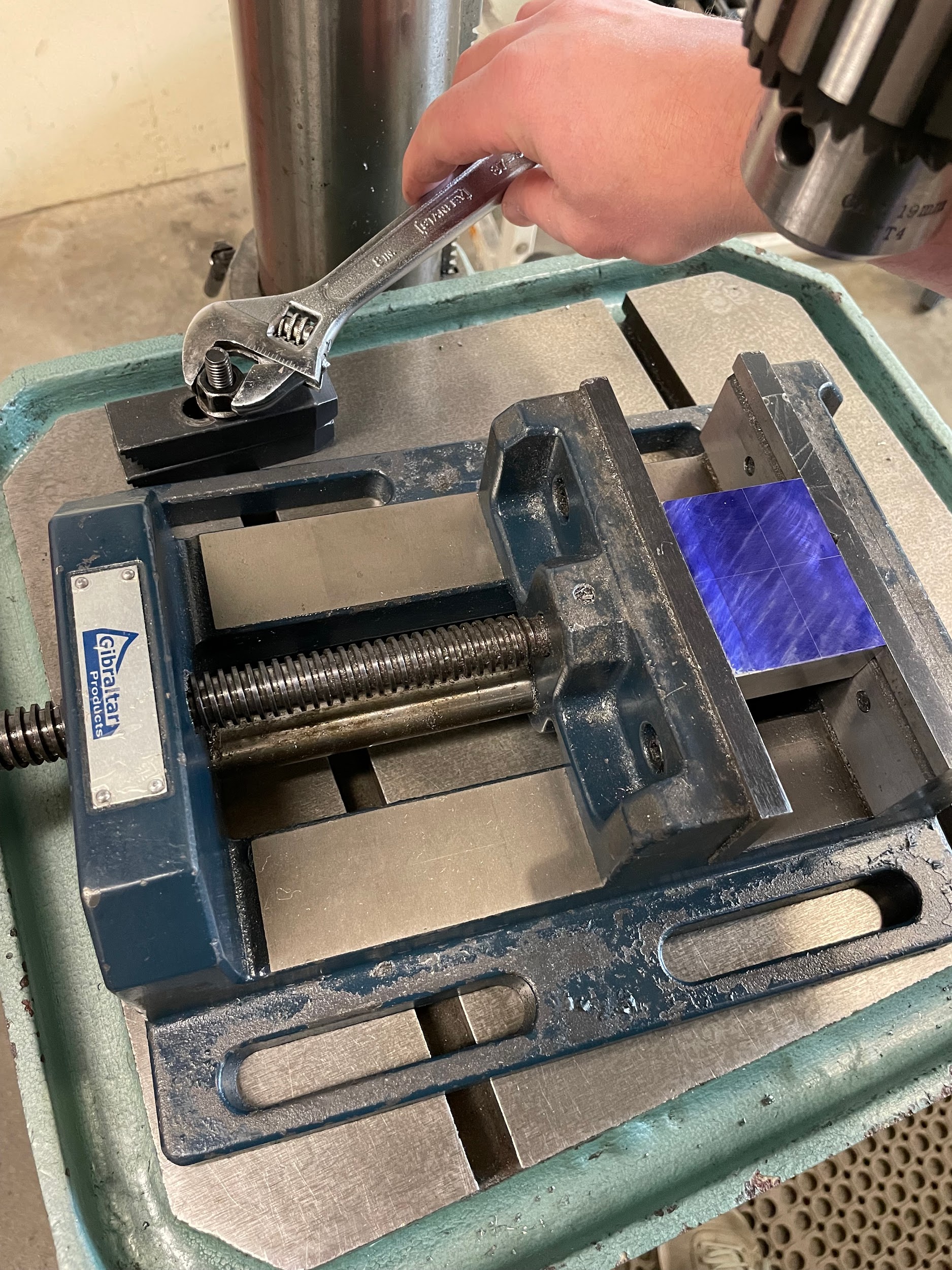
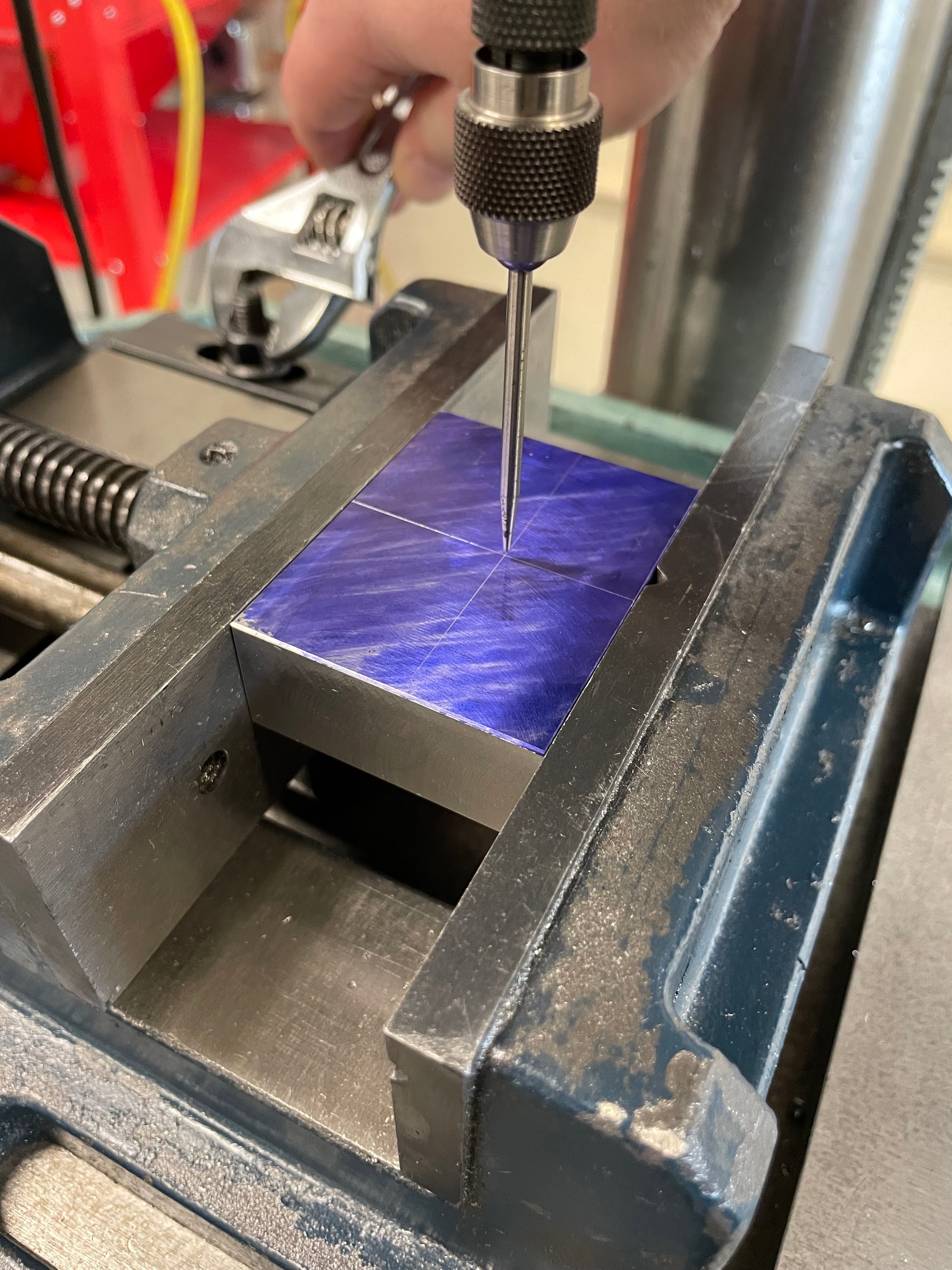
After the layout process is complete, the operator must set the job up on the drill press. Depending on the size and shape of the work, this process will vary. This is an illustration of putting a basic square-shaped part into a vise and establishing the third datum in the process. The part should be put in the vise so that it is secure and that the top of the part sits slightly above the top of the jaws. This is done by resting the part on parallels. When a part is installed on parallels, the machinist must make sure both the vise and the parallels are clean and free of burrs. Once the part is in the vise and the vise is tightened, parallels need to be seated. This is accomplished by checking the parallels by wiggling them side to side underneath the clamped part while tapping the top of the part with a dead blow hammer until both of the parallels become tight. If the part isn’t square, it is possible for the side of the part to conform with the solid jaw of the vise rather than the bottom of the part conforming with the parallels, making only one parallel become tight. If that happens, and it is critical that the bottom surface is the primary datum, loosen the part in the vise a little bit until the part conforms to the parallels.
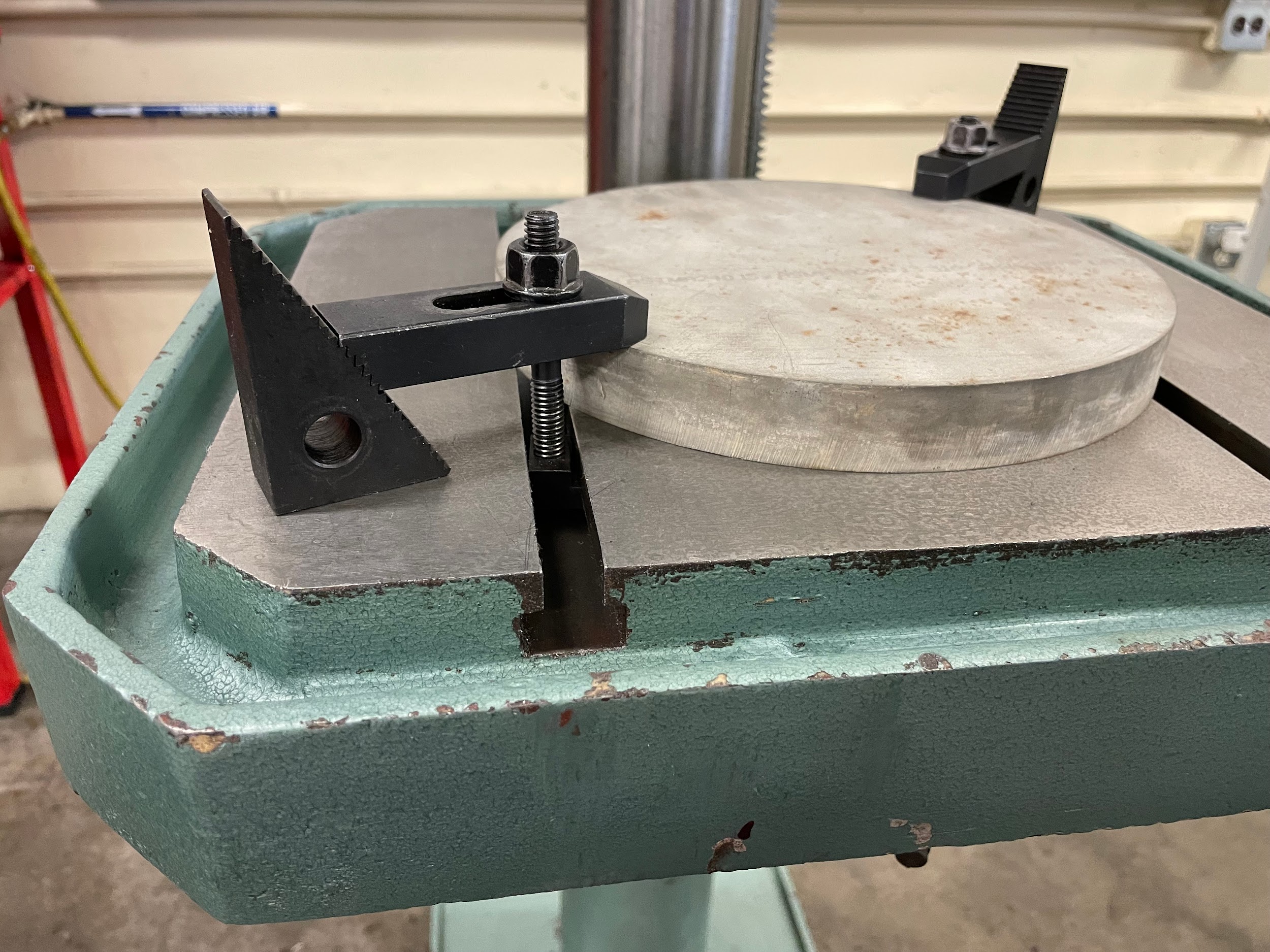
If a part can be allowed to float on the table to machine all of the hole features, then the machinist could go ahead and start the process of center/spot drilling and so on. However, if the hole feature that is to be machined is going to create a great deal of torque, the machinist will need to put some sort of rotational stop in place to keep the vise from twisting uncontrollably.
On occasion, just retaining the rotational force of the part isn’t enough. Sometimes the operator needs to clamp the vise to the table to limit the overall movement so that the rigidity of the setup can be increased, or multiple operations can be kept inline. Examples of these instances are when using drills over ½’ in diameter, creating a tapped hole, or creating a countersunk hole to name a few. The precaution to be observed with clamping the vise to the table is that the operator can override the established layout lines or center punch marks. Once the vise is tight, the center drill will drill directly beneath the spindle regardless of where the lines and marks are. In order to help lineup the work and layout directly under the spindle, a center finder can be used.
Step by step process for work setup:
- Gather all of the tools that will be used in the process of machining the hole feature including the center finder.
- Select the longest and shortest combination of tools and test them in the spindle/chuck making sure each will reach the required depth and will be able to be inserted and removed without moving the table.
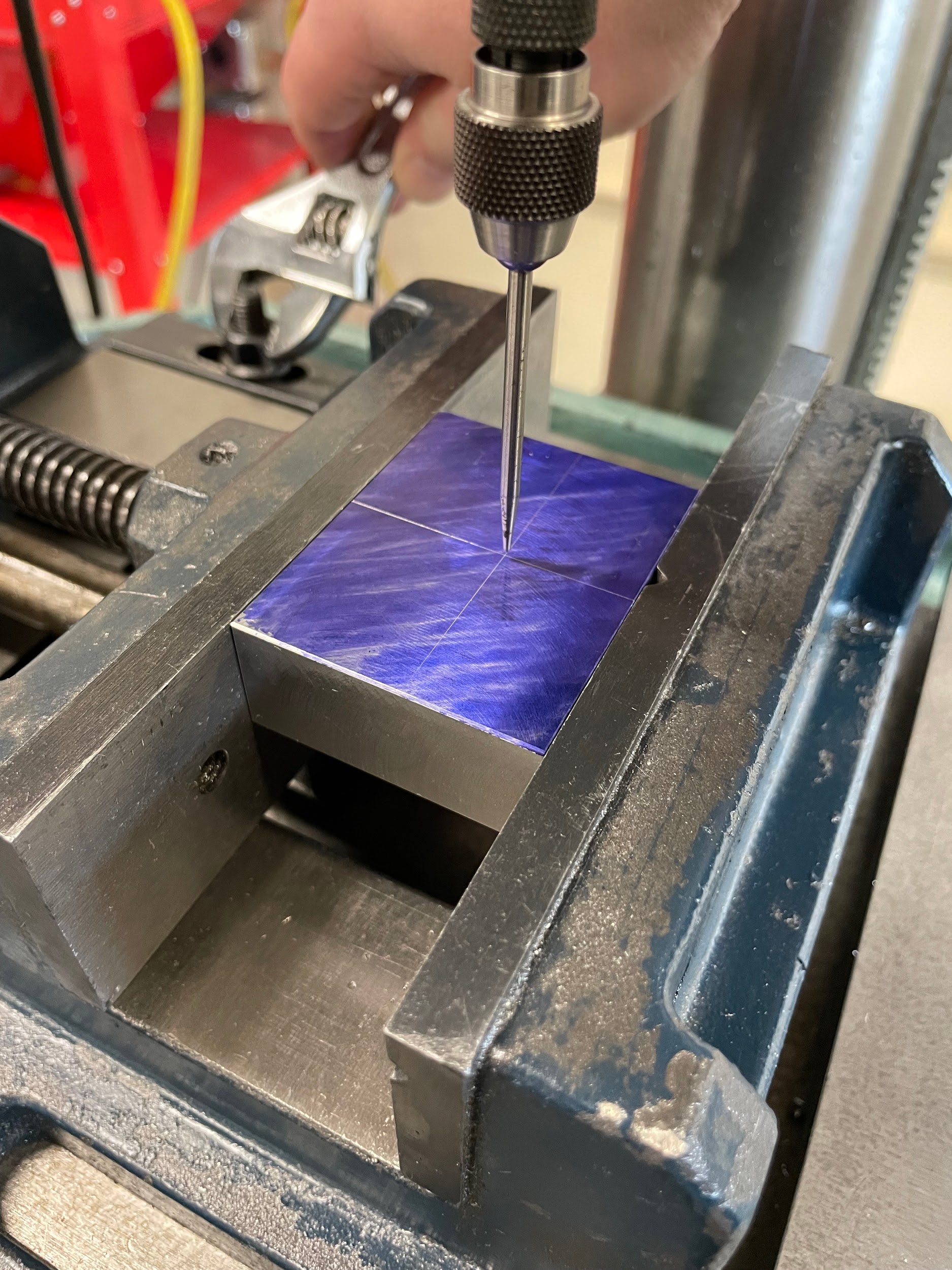
- Install the center finder with the pointer attachment into the drill chuck.
- Center the pointer as well as possible by hand.
- Set the spindle to approximately 1000 RPMs.
- Turn on the spindle.
- Press a block of wood or plastic into the side of the wiggling pointer until it begins to spin still and looks as if it isn’t moving.
- Turn off the spindle.
- Bring the quill of the drill press down until the pointer tip is within 1/64” of the top of the work.
- Lineup the layout lines with the static tip of the pointer.
- Securly clamp the vise to the table.
- Critically recheck the lineup of the layout lines and the pointer. If it isn’t aligned, loosen the clamps and try again until it is.
- Start the spindle and double check that the pointer tip is still spinning true. If it has become bumped out of place, true it and set up the alignment again.
- If prick or center punches are being aligned, the pointer tip can gently be inserted into the mark while spinning. If the part is in alignment with the spindle, the pointer will continue to spin true. If the part is out of alignment the pointer will start wiggling as it touches the side of the mark before it reaches the bottom. If this happens, attempt the alignment again until the pointer spins true while in the mark.
“Step 3: Install the center finder with the pointer attachment into the drill chuck.“
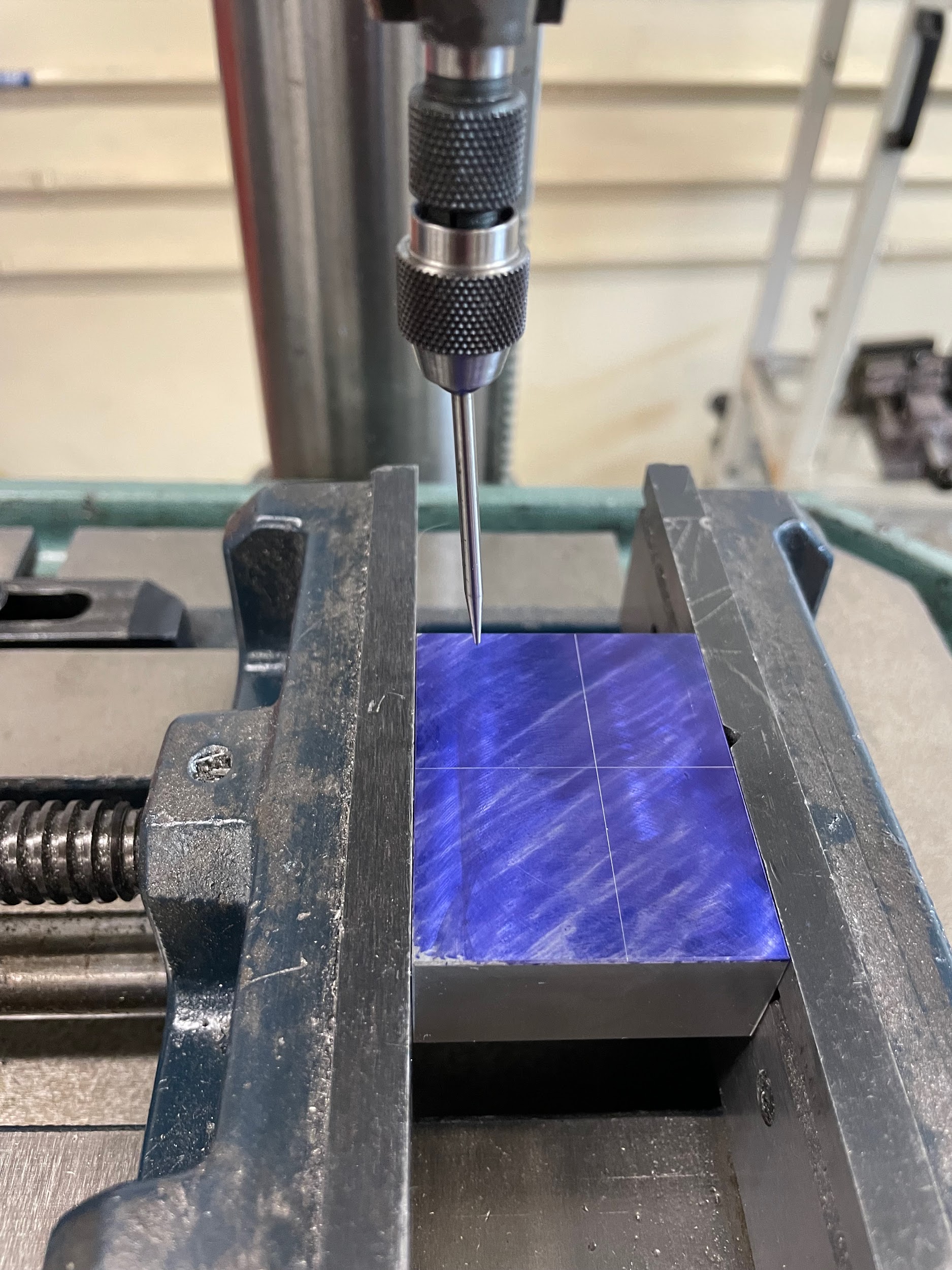
“Step 11: Securely clamp the vise to the table.“