Chapter 9 Part 1: Manual Vertical Milling Machines
SAFETY
Safety needs to be the first concern with any piece of equipment in a machine shop. The milling machine is a dangerous machine in the machine shop. It has a larger motor with enough torque to cause serious damage. Machinists using the milling machine need to follow all the standard safety rules of the shop in addition to knowing the specific potential hazards they may encounter.
Milling Finger Hazard

Rotational Hazards
Milling machines have a rotating spindle and tooling that can catch clothing, jewelry and hair. These rotating devices can also be dangerous to fingers and hands. Machinists need to be aware of these hazards and take the necessary precautions to eliminate danger. Roll up sleeves and tuck in baggy clothing. Remove all jewelry and tie back hair. Do not bring hands or fingers near rotational cutting tools.
Sharp hazards
twist drills, end mills and other cutting tools used on milling machines are sharp. The machinist should take care when handling cutting tools and avoid holding or sliding hands and fingers along the cutting edges. Hold tools by the shank of the tool when possible.
Chips that are produced on the milling machine are also sharp. During the cutting process, chips are often thrown in many directions, unpredictably. For this reason, the machinist should be prepared to protect themselves. The first line of protection is safety glasses. Safety glasses are a necessary precaution anywhere in a machine shop for eye protection, but the manual milling machine is particularly susceptible to eye injury because the chips are often flying at the operator at a height that is closer to the face of the operator than other equipment. Hot chips can also find their way into loose clothing and shoes. The machinist should wear long pants and reasonably fitting clothing that protects them from sharp flying chips.
Slipping hazards
Cutting oil and chips, produced in the cutting process, can be slippery and dangerous if allowed to accumulate on the floor around the machinery. The operator should be aware of these hazards and periodically sweep chips from the work area and clean up oil messes as soon as they occur. The causes of slip and fall accidents are easily overlooked, but they result in many hours of missed work and L&I claims each year (National Floor Safety Institute, n.d.). Time for occasional cleaning, for safety’s sake, should be considered in each job, making operator safety a priority.
Pinch points
One possible pinch point on a milling machine is the engagement of the belts and pulleys. Some mills will have belts and stepped pulleys that require a change of position in order to adjust speed. If a machinist is not careful, this could create a pinch. Ensuring the motor is fully stopped before changing pulleys is a good precaution.
Some mills also have power feeds that could create a pinch if the operator becomes complacent. Specifically, this could be between any of the machine’s components and/or the work while the machine is moving automatically. To prevent hazardous situations, the operator must be aware of the setup and always be near the power feed levers to disable them if needed. A good rule is to never let go of a feed lever once it is activated.
MACHINE MAINTENANCE
Machine maintenance is a term for the periodic upkeep of a piece of equipment. Most machines have a section in the operator’s manual that covers the scheduled maintenance for that particular machine. As an operator, a couple of things that must be done daily on most machines are to lubricate and clean the equipment.
Lubrication





At the beginning of each use, the machine should be inspected and properly lubricated. Daily lubrication of the mill generally consists of a single pimp of the one shot oiler. Sometimes, with heavy use, the one shot system may need another oiling throughout the day. The head of the mill has multiple oil cups that need to be oiled periodically. Consult the operator’s manual for the correct amount of oil and grease and frequency of lubrication for the machine.
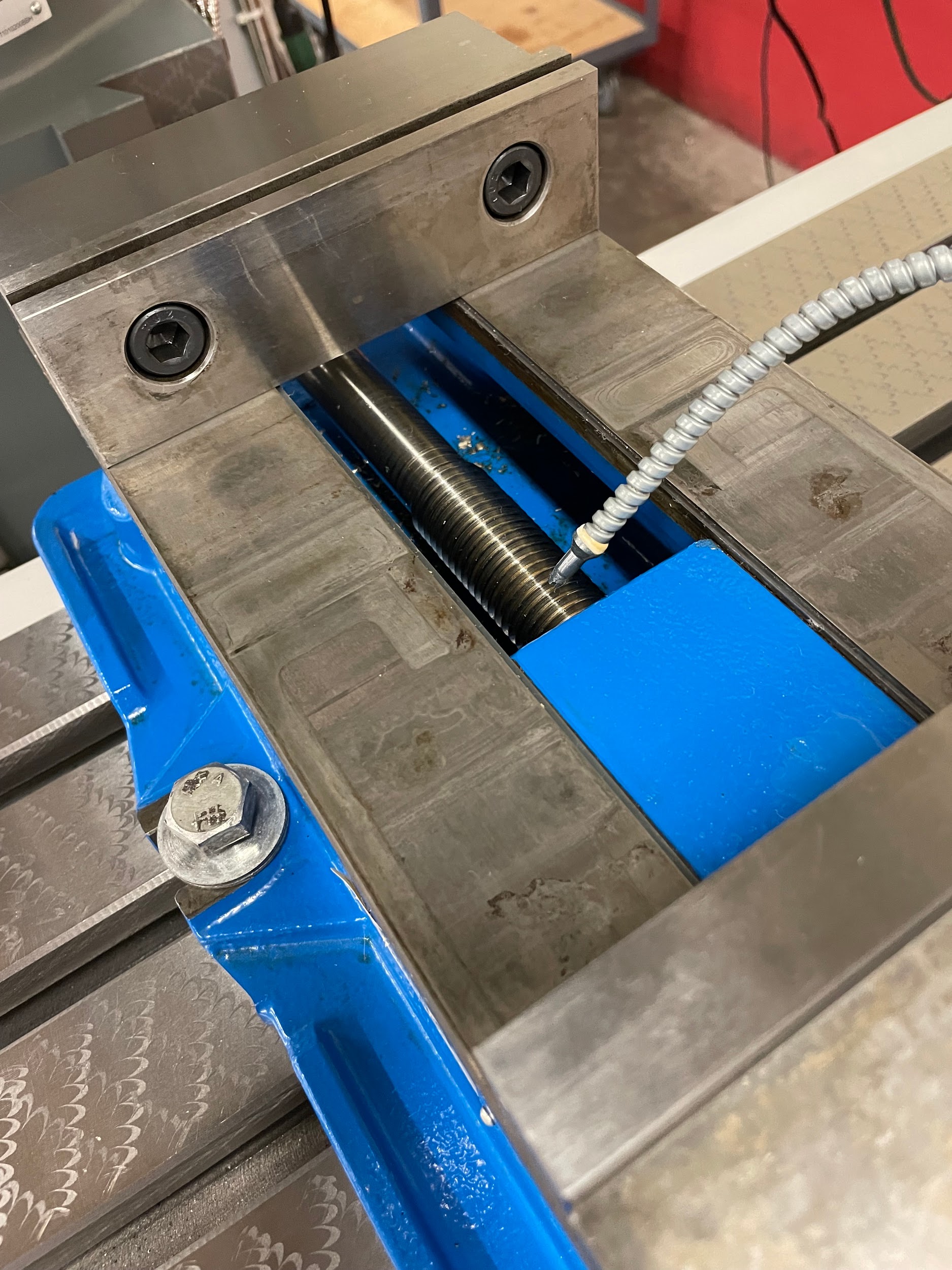
One often overlooked component that needs lubrication is the machine vise. Without regular lubrication, the vise could become sticky and difficult to use. The operator may misinterpret a tight vise mechanism for the part being secure. For this reason, the vise should also be lubricated as advised by the manufacturer.
Cleaning



General machine cleaning should be performed at the end of each use, or in the event of heavy machining operations, whenever the amount of chips becomes dangerous to the machine or the user. Cleaning a milling machine is best performed from top to bottom with a brush. Gently sweep all chips downward into the floor below, then sweep the floor. After all chips are removed, the machine should have all the oil removed from the ways of the machine and the table parked in the center of travel. If the oil isn’t removed, over time it will build up, dry, and create a coating that is difficult to remove and will cause difficult operation and decrease accuracy. Compressed air should never be used to clean a milling machine. Compressed air can blow chips and debris under seals and into the precision mating areas of the machine, damaging them and ruining the machine’s accuracy.
MACHINE COMPONENTS
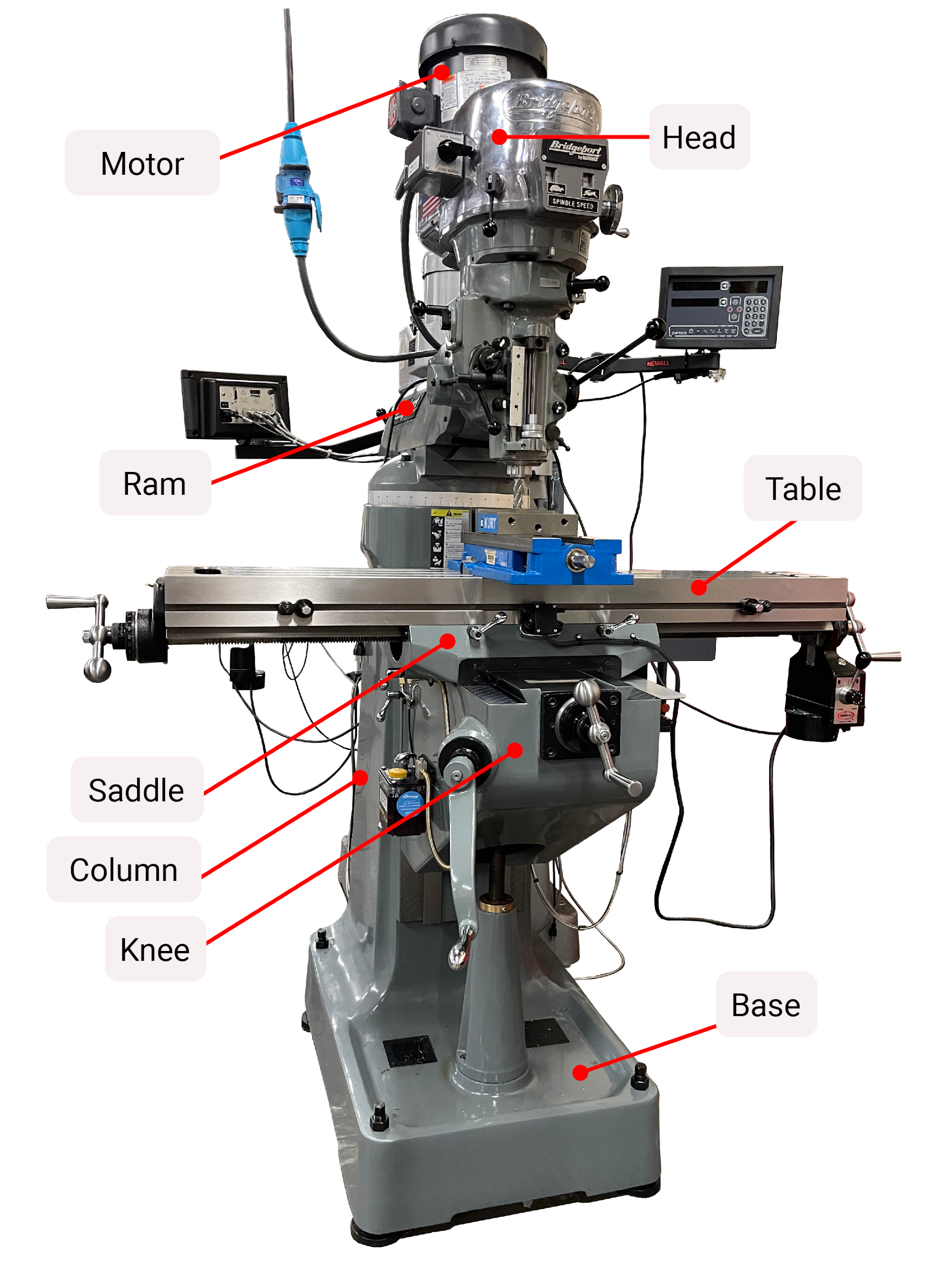
It is important that all mill operators are familiar with the components of the machinery they are using. Getting to know the equipment, features, and functionality will help the machinist perform work in the safest and most efficient manner, as well as give them the industry specific nomenclature necessary to effectively communicate with coworkers. Modern vertical manual milling machines are modeled after the popular machines that have been produced by Bridgeport Machines, Inc. since the 1930s. For that reason, milling machines are often referred to as “Bridgeports” (Jacobs, 2022). Although the design and function of most milling machines are similar, an area of difference would be the size and capacity. Milling machines are usually advertised by the size of the table to which the work could be mounted. A common size is 9” X 49”, meaning that the table itself is 9” wide and 49” long. It is important to note that the machine’s travel and the distance the table can move, are different from the size of the machine.
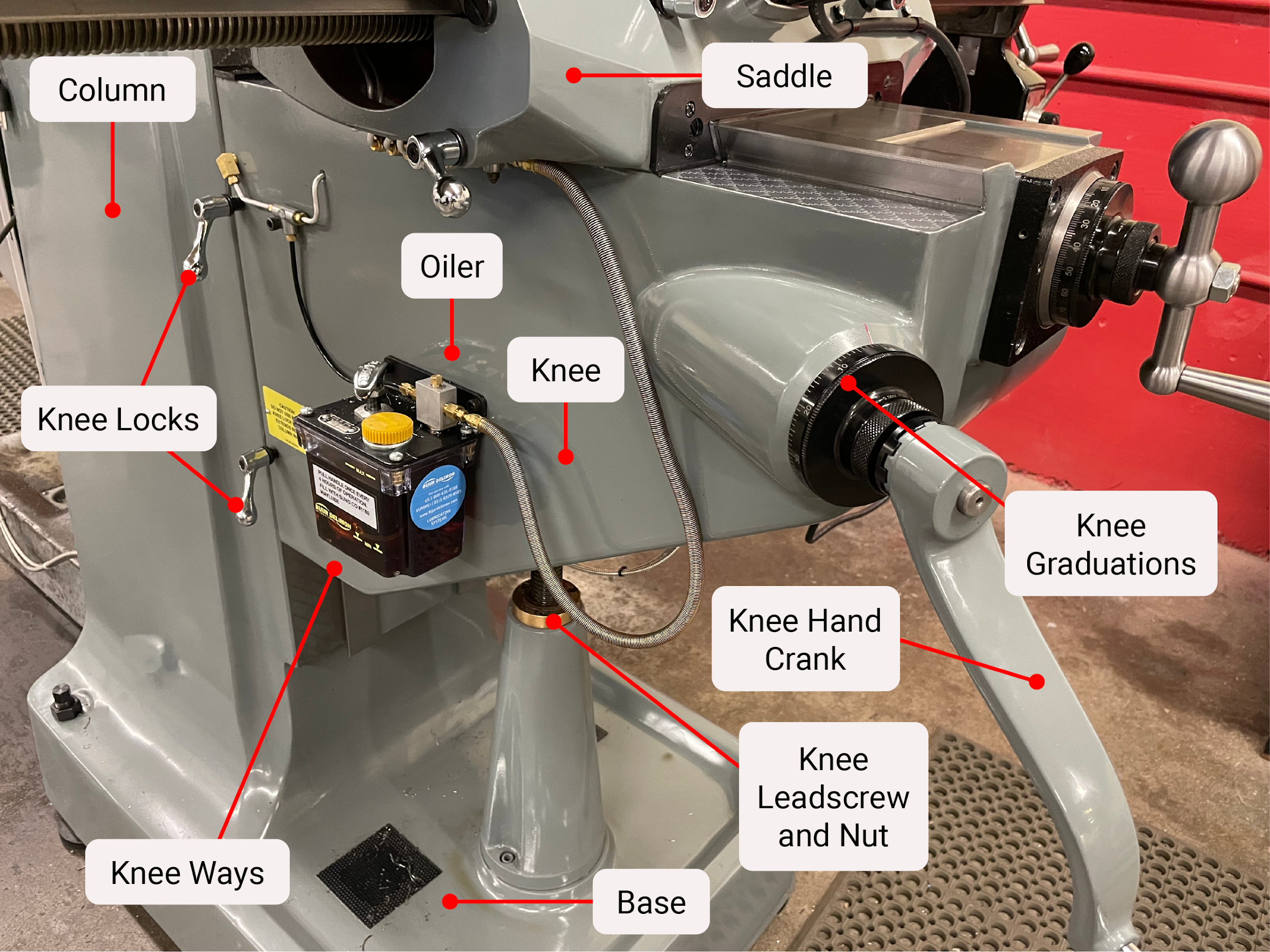
Base
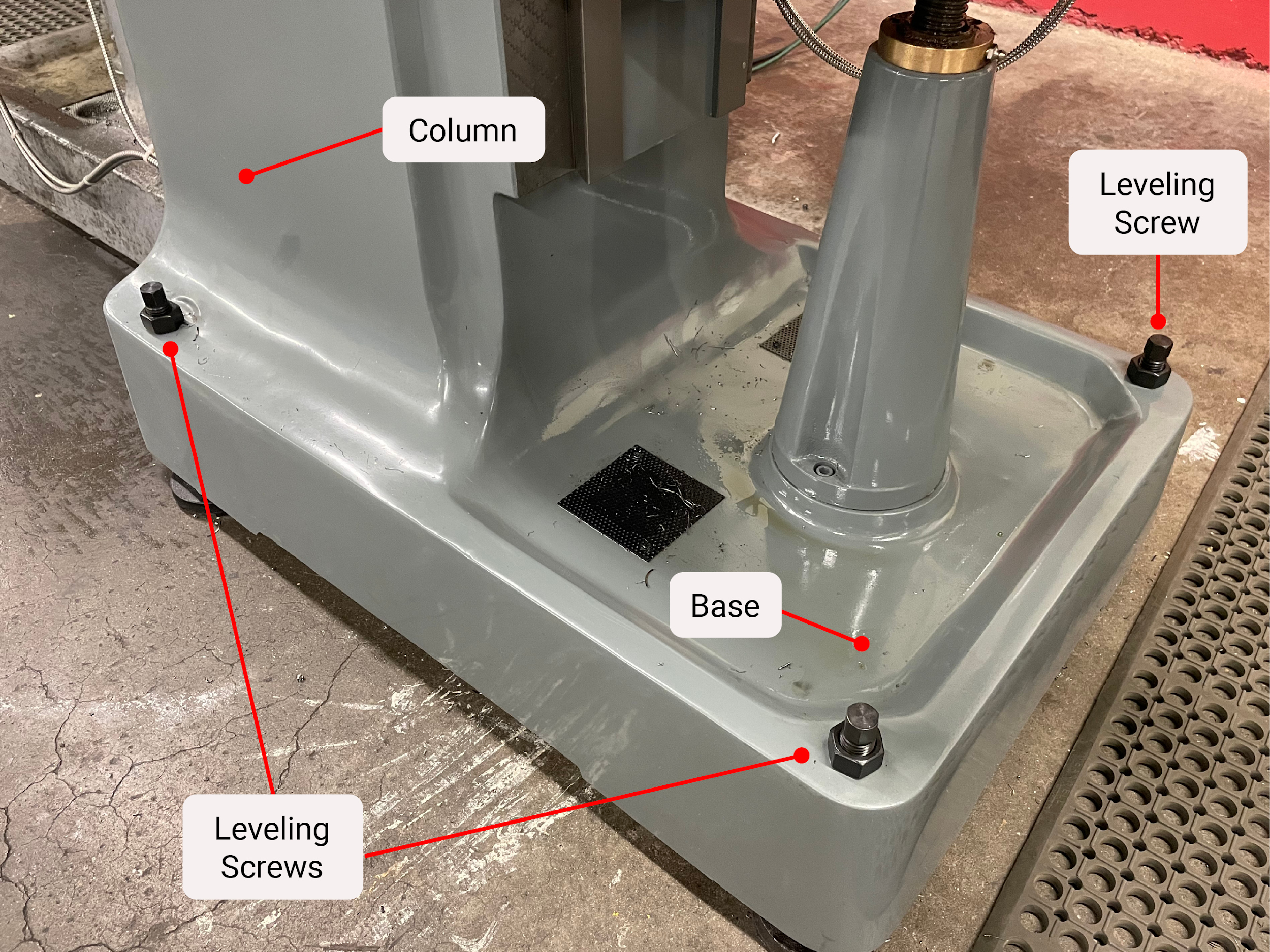
The baseof a milling machine is made of heavy cast iron and provides a secure, stable platform for machining. On most machines, the column is cast as one piece with the base. Attached to the base is the screw that allows the knee to be raised and lowered. The base will have leveling screws and a way to anchor the machine to the floor. The base will often contain a reservoir for coolant or cutting oil.
Column
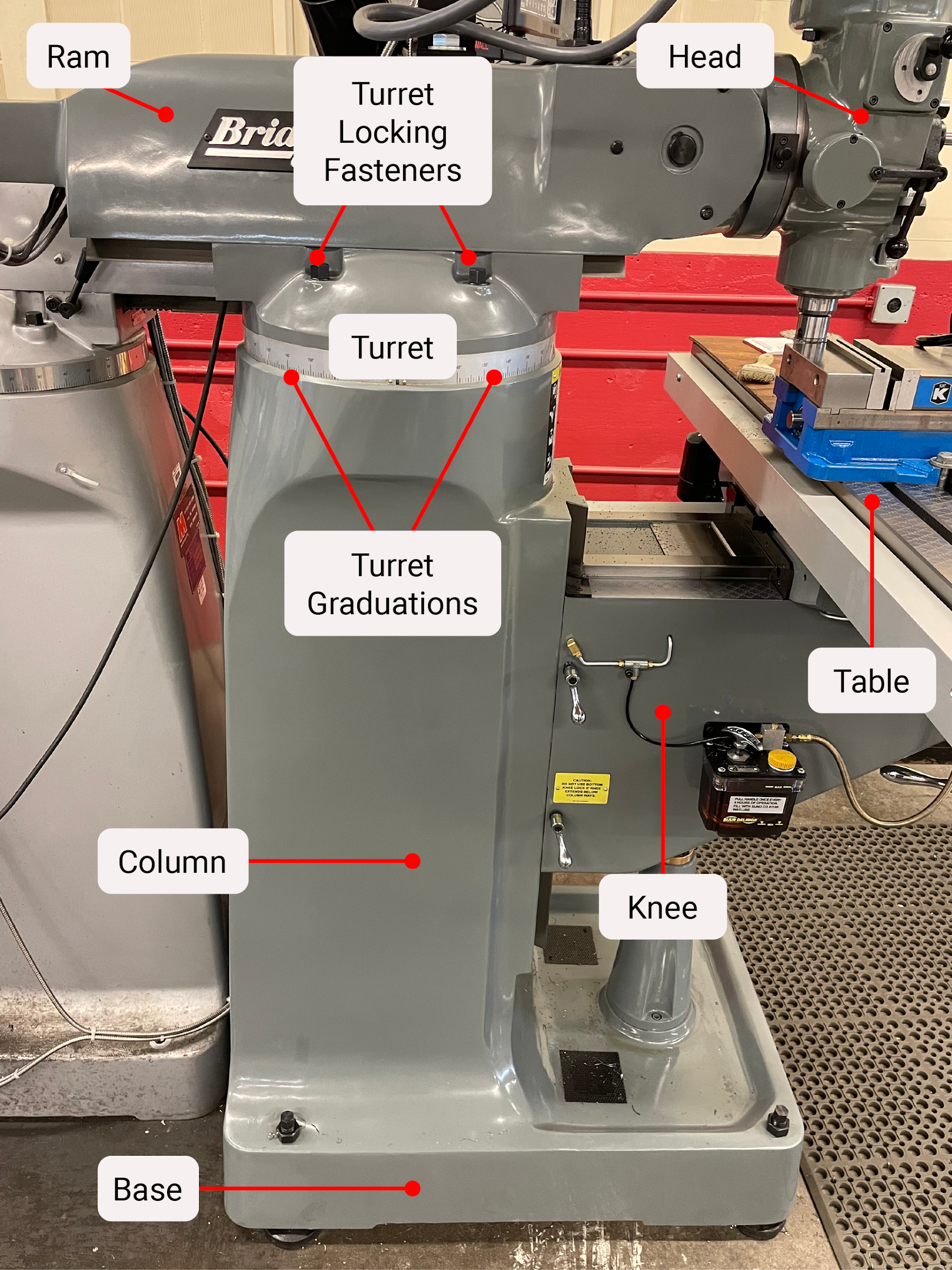
The column is cast as one piece with the base. The column is designed as a rigid support for the ram at the top of the column, often having an adjustable rotational pivot that allows the head to be moved radially. The column also gives support to the knee by means of precision ways.
Ram
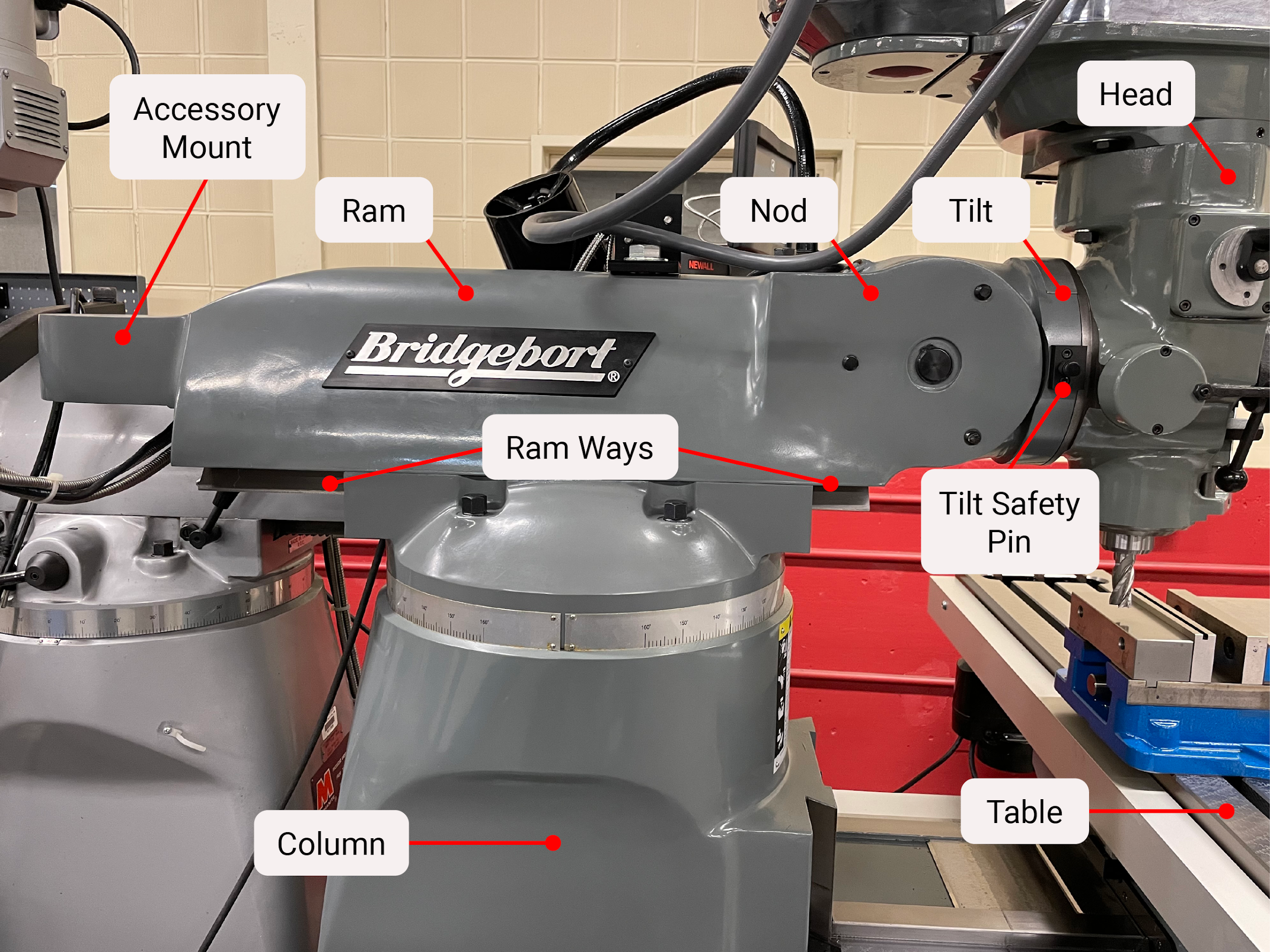
The ram sits on top of the column and is adjustable in and out on precision ways. At the end of the ram is the head. The attachment point between the head and the ram contains two pivot points. The first controls a front and back nodding rotation, and the second controls tilting side to side rotation. At the back of the ram is a mounting point for other milling machine attachments, such as rack milling or broaching.
Head
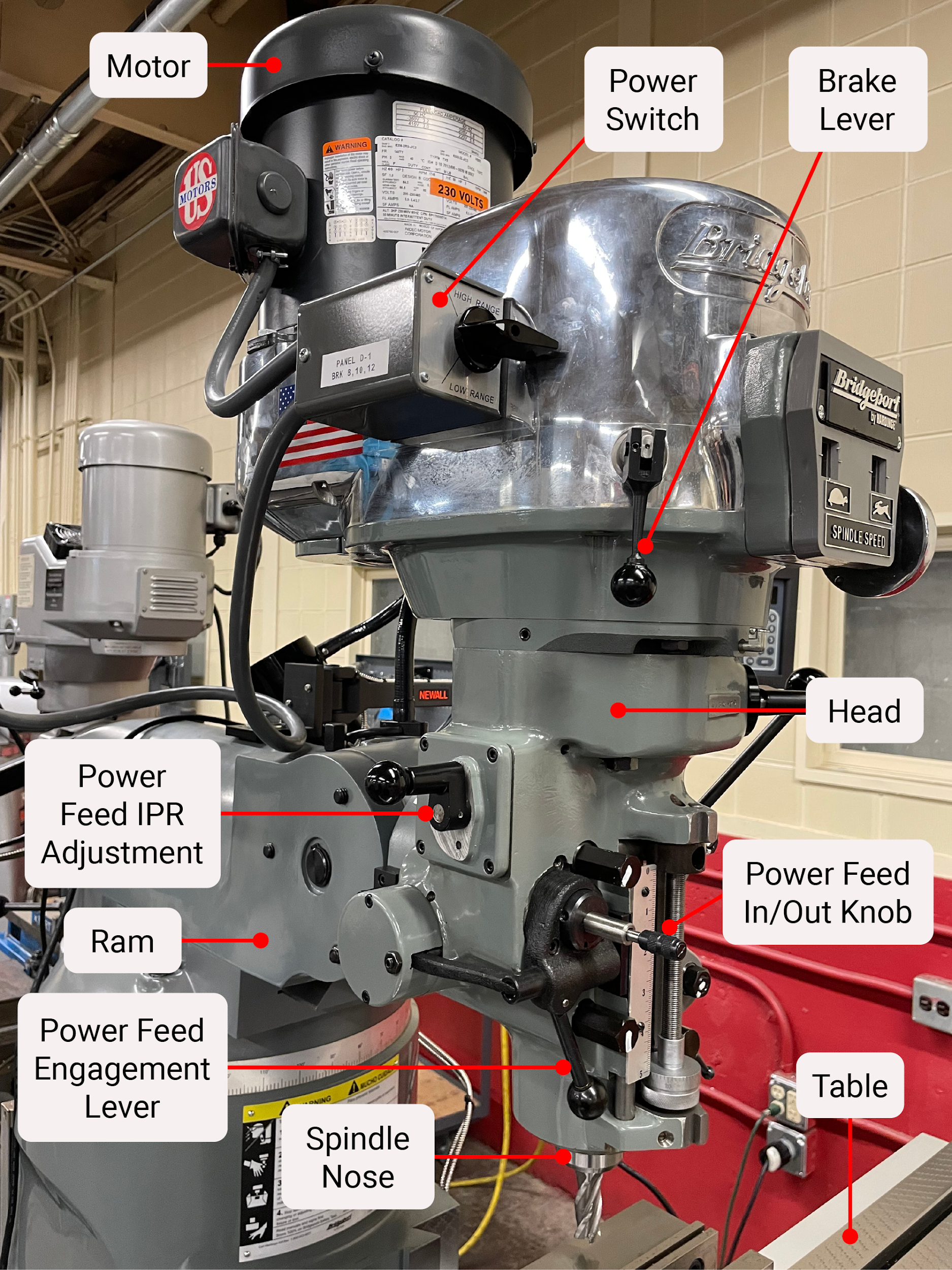
Mill Head – 2
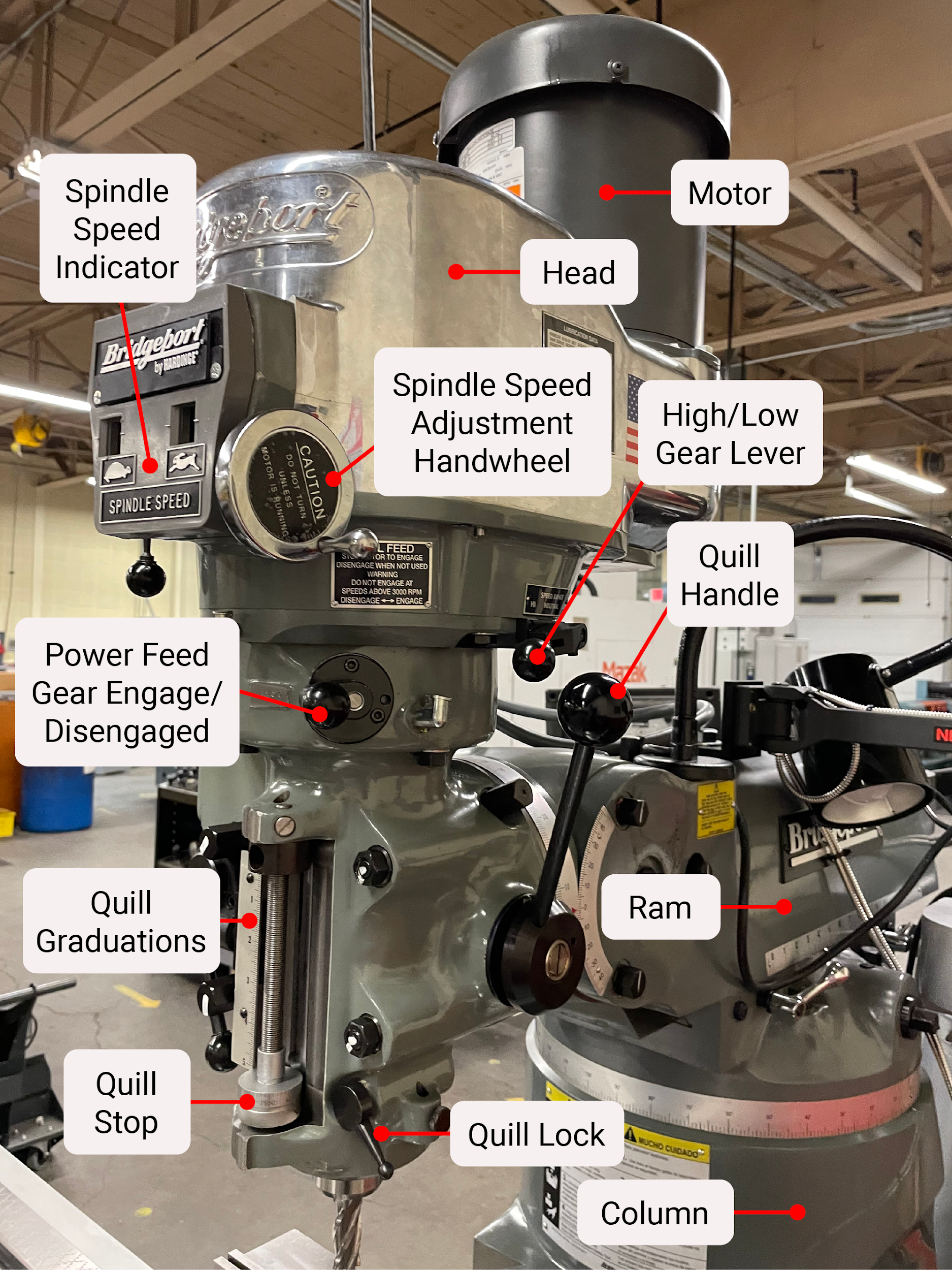
The head of the milling machine contains the motor, the spindle, the quill, the drawbar, and various other components needed to drive and feed the cutting tool. To the right of the head is the quill feed handle that the operator uses to control hole making operations in the same fashion as on the drill press. The quill moves the tool up and down along the Z axis of the three dimensional coordinate system. The head has the ability to nod forward and backward, as well as tilt from side to side, to create angled cuts or features on angled surfaces.
Motor
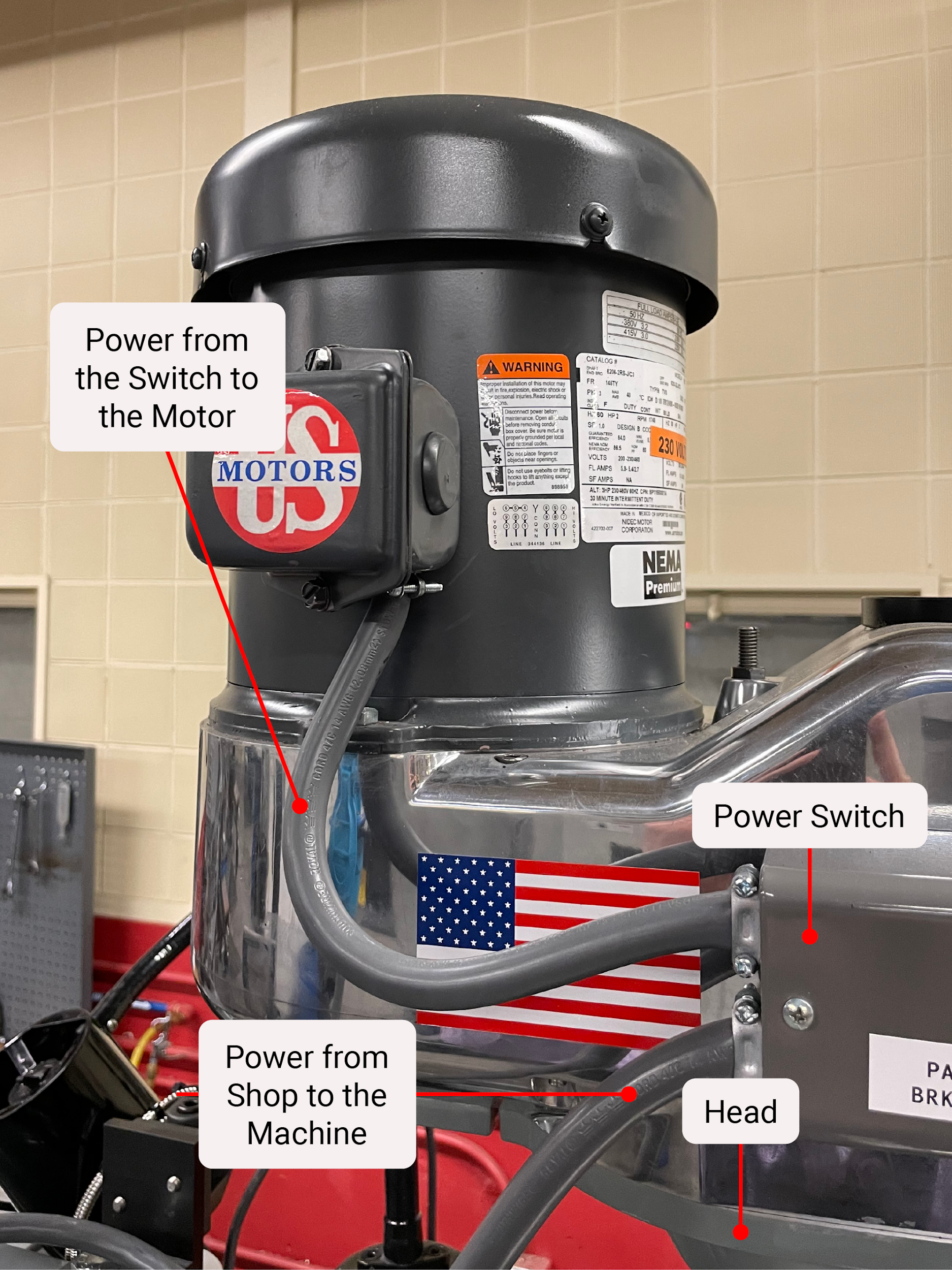
The motor is the main power source for the milling machine. The motor is connected to the spindle by way of belts and pulleys. Some machines require the operator to physically change the belts to different positions on stepped pulleys for RPM change, while others have a variable speed pulley that can change size with the turn of the spindle speed hand crank located on the front of the head.
Knee
Knee Crank
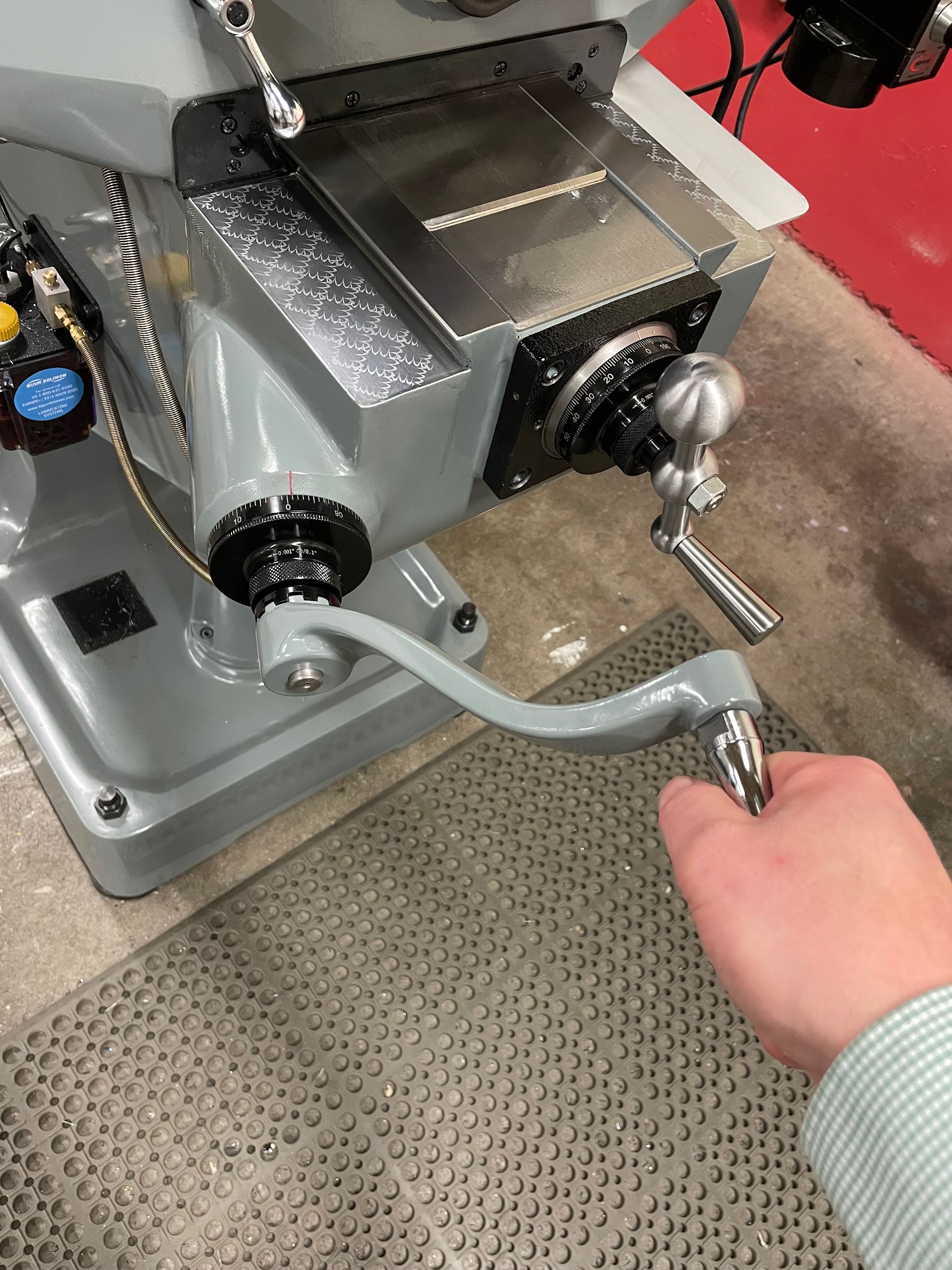

The knee of the milling machine rests on a screw that is attached to the base. The knee is attached to the column by precision ways. The screw and the ways allow for accurate up and down movement by way of a hand crank on the left side of the knee. One turn of the hand crank will raise or lower the knee by .100. The knee also contains the lead screw and ways that support the saddle.
Often when machinists are moving machine components, they are thinking of making movements in 3D space. The way the operator keeps track of the 3D movements is by using the Cartesian coordinate system. The knee moves the part up and down along the Z axis of the three dimensional coordinate system.
Saddle
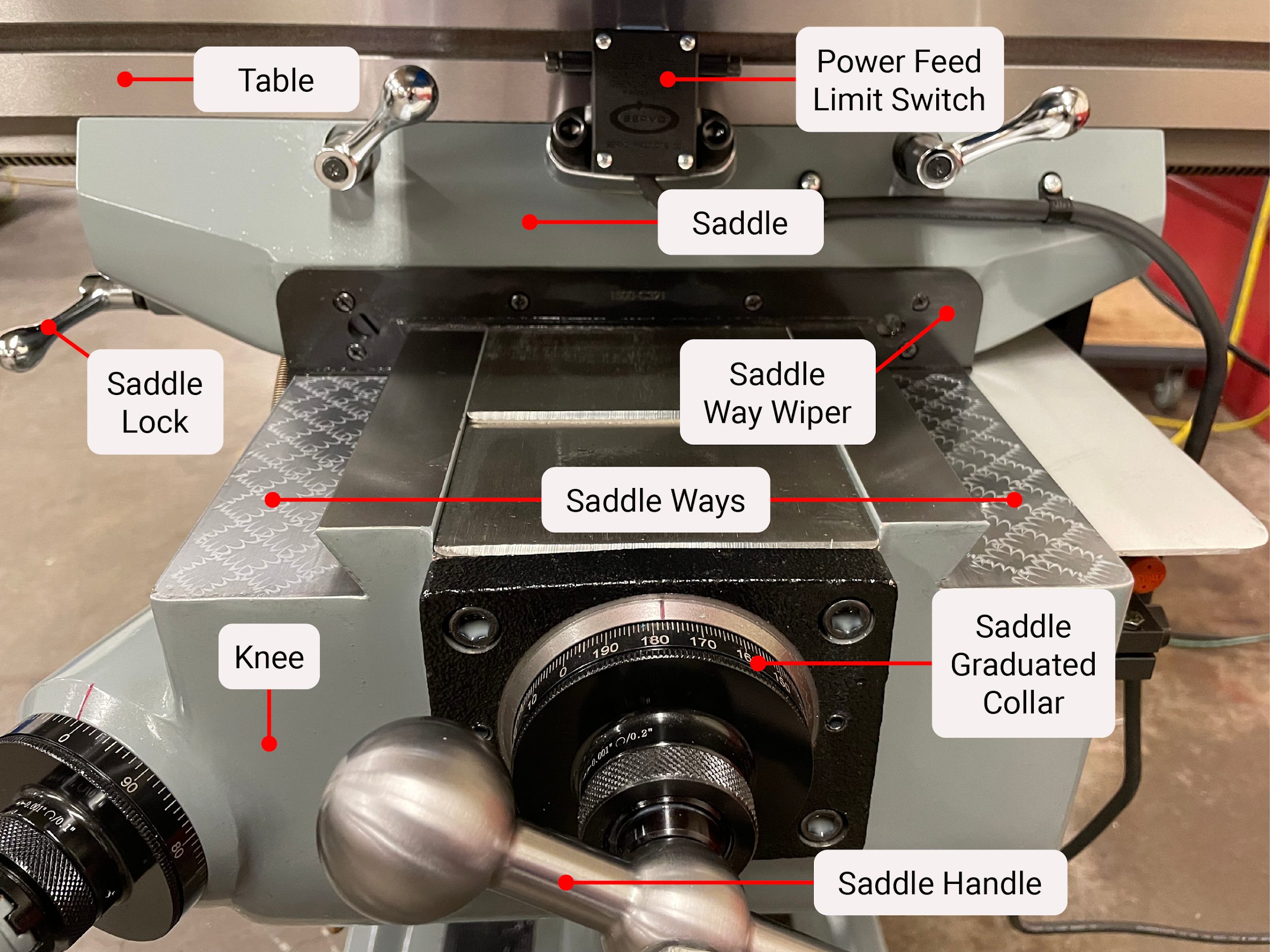
Saddle Handle


The saddle rests on ways at the top of the knee. These ways and a screw mechanism allow the saddle to accurately move in and out. One turn of the hand crank will move the saddle in and out by .200. At the top of the saddle are the ways that support the table movement. The saddle moves the part in and out along the Y axis of the three dimensional coordinate system.
Table
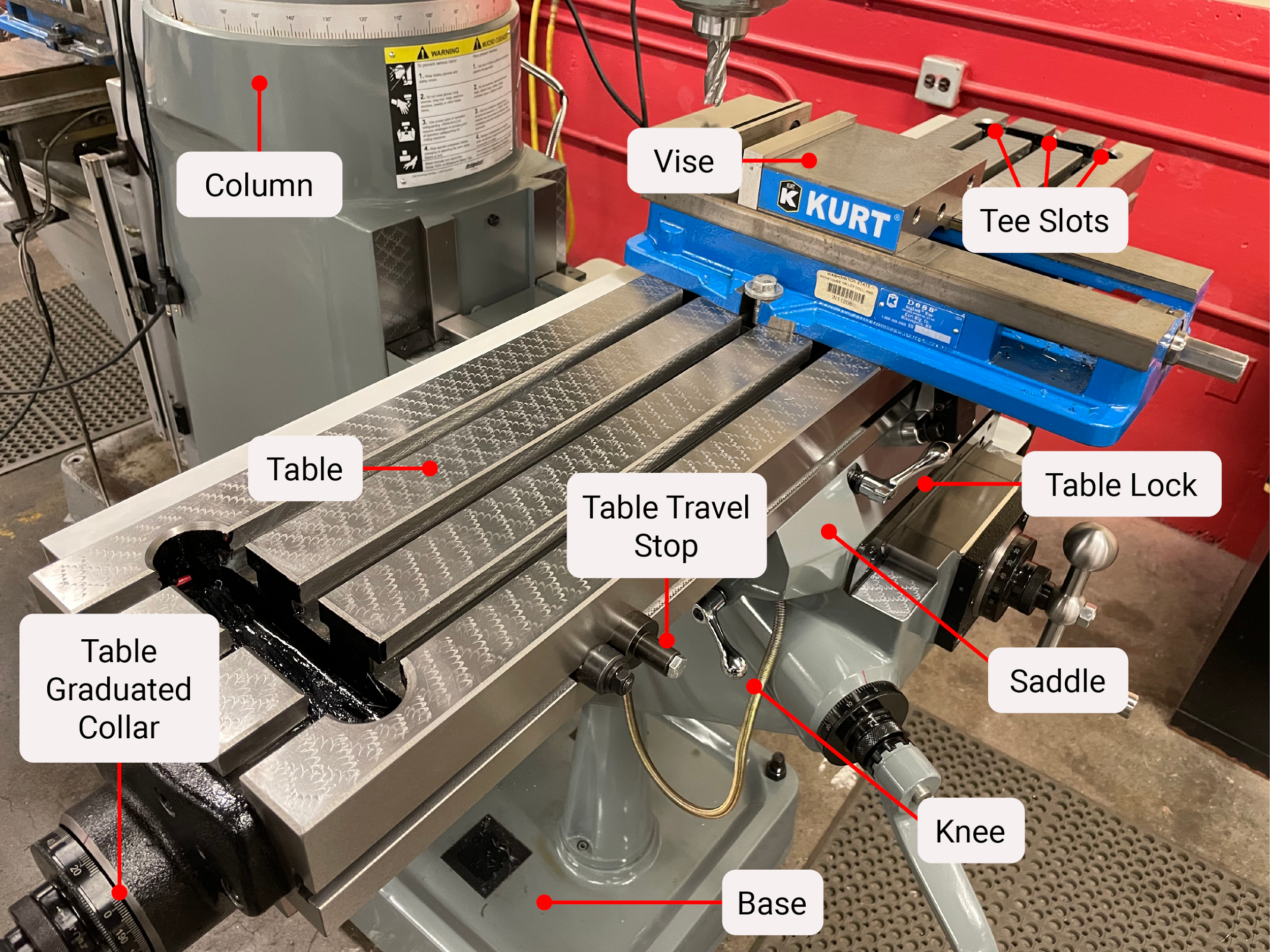



The table rests on ways at the top of the saddle. These ways and a screw mechanism allow the table to accurately move left and right. One turn of the hand crank will move the table side to side by .200. The table has tee slots to attach work holding accessories as well as allowing for direct work clamping. The table moves the part left and right along the X axis of the three dimensional coordinate system.
Power feed

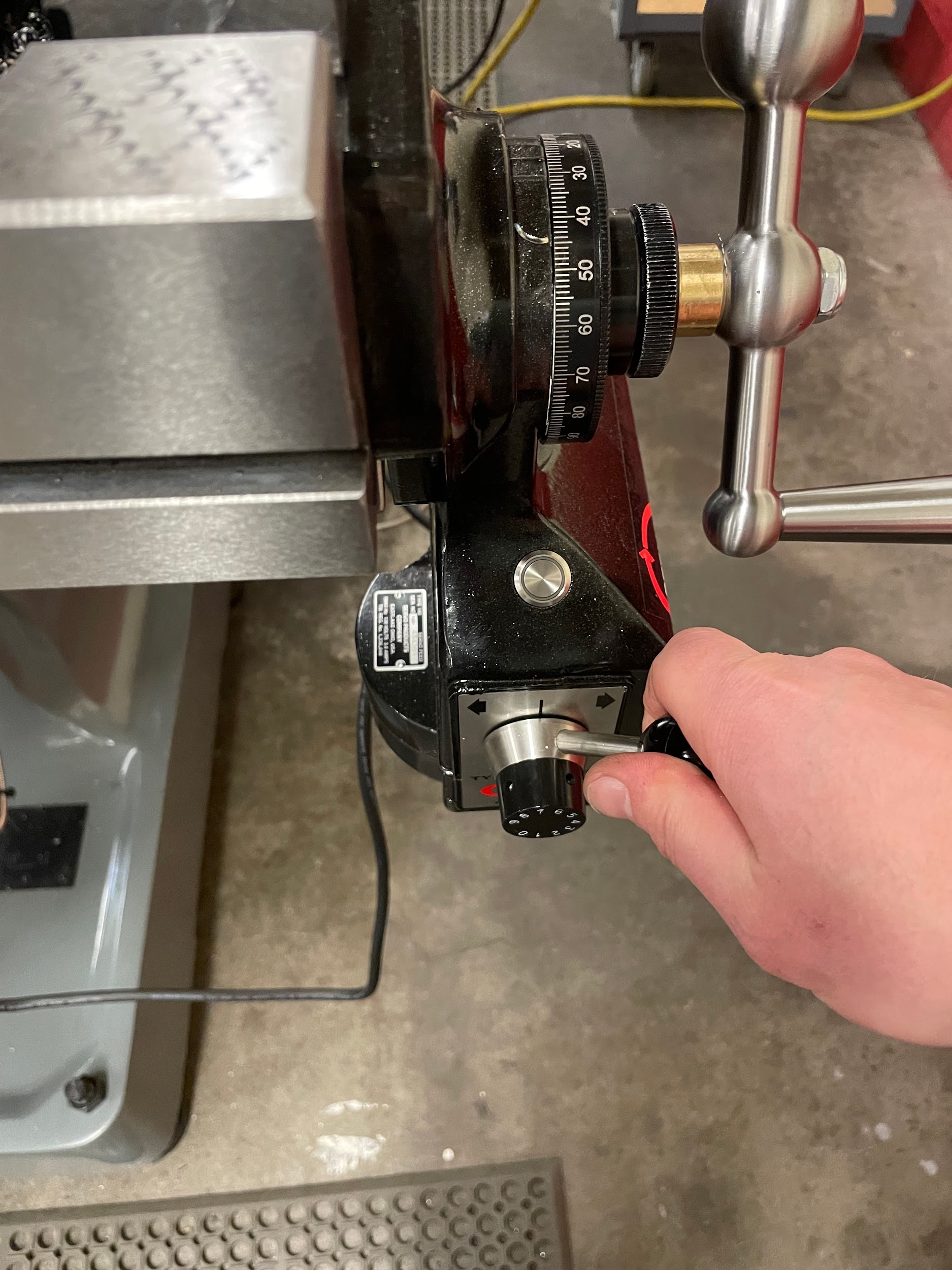


Power feedunits on a milling machine control one or more of the three movable axes. The most common is mounted to the table and controls its side-to-side movement. The movement is determined by the push of a handle in the direction of the desired movement. Feed rate can be adjusted by turning the knob in the center of the directional handle. A rapid traverse button is located on the power feed body and can be used to quickly move from one point to another without adjusting the set feed rate.
Digital Readout (DRO)

A digital readout (DRO) is a device that uses electronic scales to show the position of the machine digitally through a readout box. The DRO of a milling machine has two or three axes that it keeps track of. X is the side to side movement of the table, Y is the in and out motion of the saddle, and Z is the up and down movement of either the knee or the quill. X positive is towards the right side of the mill, Y positive is to the back of the mill, and Z positive is up with regard to the positioning of the tool. The readout can be easily zeroed at the push of a button, basically performing the action of zeroing the handwheel collars. They can also be set to whatever value the operator needs. The DRO has a few advantages over the traditional graduated collars:
The operator does not have to keep track of multiple rotations of the handwheel. On large projects, it is easy to get lost. The DRO keeping track of all the operator’s movements is very helpful.
The readout doesn’t change unless the table, saddle, knee, or quill moves. This means that the task of considering backlash when changing cut directions is eliminated.
DROs have a finer resolution than graduated collars. The collars of the cross slide are often .002 in diameter for each graduation. On the carriage, the collar is often graduated in .005 increments. Most DROS have a resolution of .0005 or smaller. This makes it much easier to hold tight tolerances.
Modern DROs can do many different efficiency tasks that will not be covered in this text. An operator should consult their DRO operator’s manual for full details.
One disadvantage of a DRO is the cost. They cost several thousands of dollars to purchase, and hours of time to install. This is sometimes a larger cost than some smaller companies are able to incur. For this reason, all machinists should make sure they know how to operate equipment with the graduated collars.
