36 SMAW Electrodes
David Ridge
Electrode Classification
There are dozens of different SMAW electrodes on the market today to go along with the wide variety of metals that need to be welded. In all welding applications that require a filler metal, it is important to match that filler metal with the base metal since not all metals bond well to each other and welds made with metals that are too dissimilar to each other are likely to fail. For example, you would want to weld a steel alloy base metal with a steel alloy filler metal, a stainless steel with a similar stainless steel, and a titanium alloy with titanium. You would not try to weld steel with titanium filler metal, as the two would not mix well. Even within these broad categories of metals, it is necessary to accommodate the many variations in the type of base metal alloy. For instance, a high-strength steel would need to be welded with a similar high-strength steel filler metal. Additionally, some elements in the flux make different electrodes suitable for some applications but not others, such as electrodes that keep a weld low in hydrogen, a major cause of weld failure, versus an electrode that can weld underwater, a major source of hydrogen.
With all that being said, it is very important to be able to identify the filler metal you are working with. Since most metals cannot be easily identified just by looking at them, the AWS has devised the filler metal classification system, which is composed of letter and number codes that are printed on the electrodes themselves or on their packaging (American Welding Society, 2012).
With a quick glance, this system allows you to have the basic information needed in order to use the electrode properly. Each letter and number in the system has a meaning, appearing in the following order: prefix, tensile strength, welding position, flux type/polarity requirements, and suffix/additional requirements met (if any). The sections that follow discuss each component of this system in detail.
Before we begin, it is worth mentioning that it is in your best interest to memorize the order of the classification system so you can pick up how to read a SMAW electrode classification more quickly.
Finally, in the following sections the system covered is for identifying SMAW electrodes for welding carbon steel. There are separate filler metal classification systems for each different type of filler metal/electrode for each welding process. Those will be discussed in their respective chapters.
Prefix
The basic filler metal classification system for carbon steel electrodes takes this form: the capital letter E followed by four or five numbers.
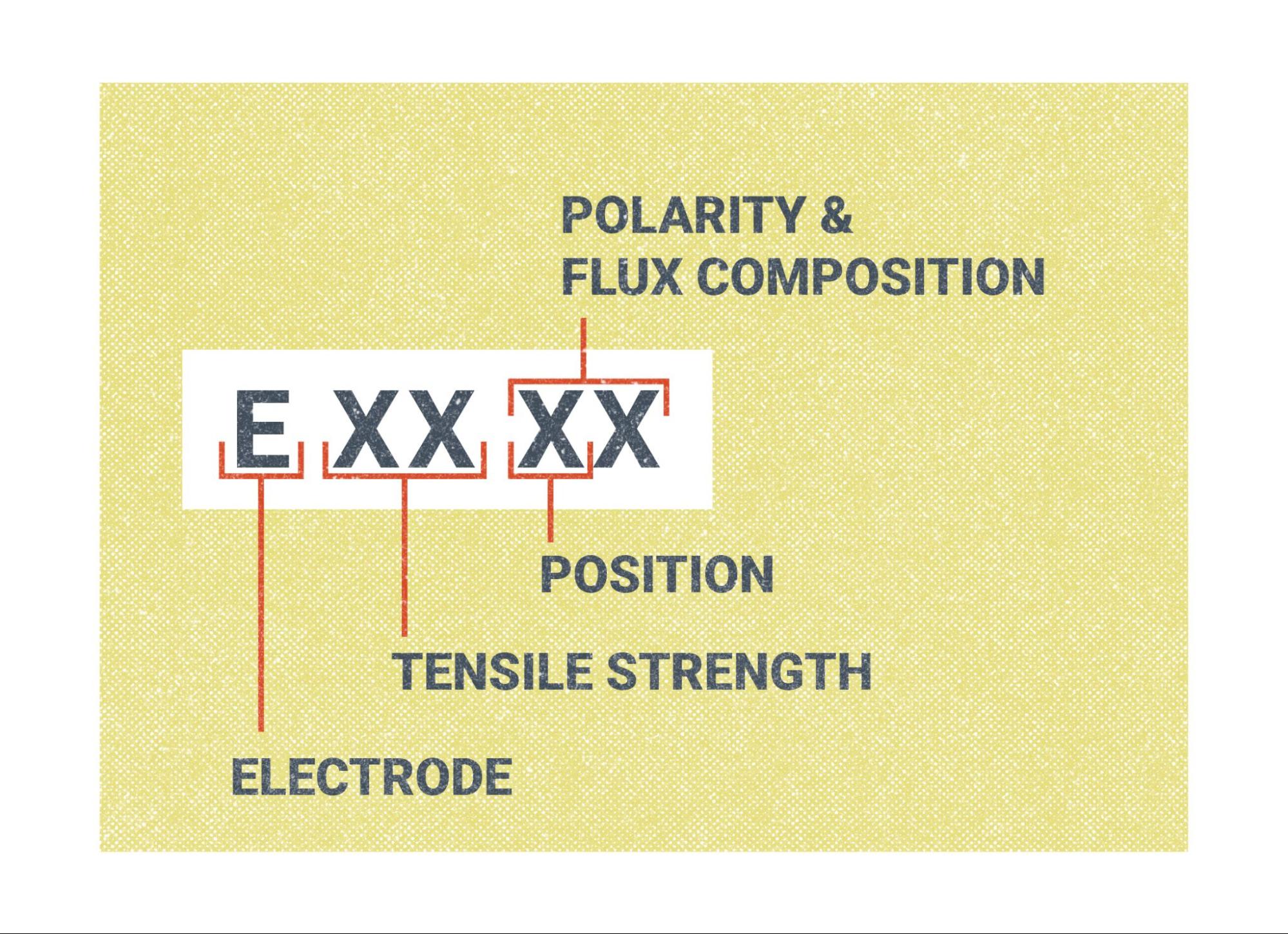
The letter at the beginning of the classification is called the prefix and it tells you what form the filler metal takes. In the case of SMAW, the prefix will always be the letter E, which stands for “electrode.” For a filler metal to be classified as an electrode, the welding current must pass through it to complete the circuit. This is always true for the SMAW process. Not all welding processes use an electrode as a filler metal, so the prefixes for those classifications will differ.
Tensile Strength
Tensile strength is a measure of the force required to pull something apart. In the case of a weld, it is the force required to break the weld by pulling it apart. This is measured in thousands of pounds per square inch (example: 70,000 psi or 70 ksi).
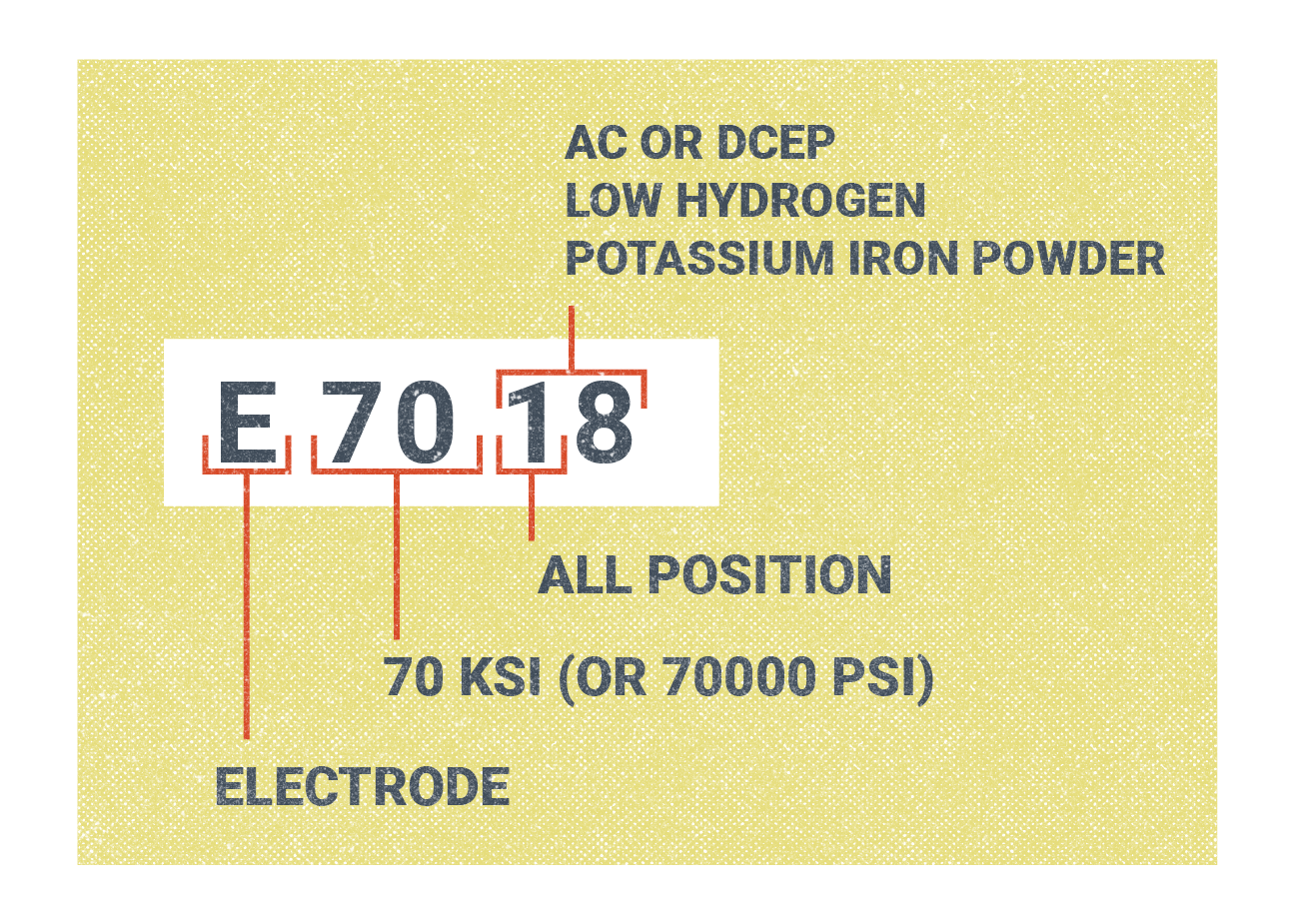
The two or possibly three numbers that follow the prefix in the classification indicate the filler metal’s minimum tensile strength in the as welded condition (see Figure 8.17). For example, in the classification E6010, the 60 indicates that the minimum tensile strength for a weld made with this electrode is 60,000 psi. For a classification like E7018 the tensile strength would be 70,000 psi, and for E11018 it would be 110,000 psi. Be sure to look out for whether this portion of the classification is indicated by two or three digits.
| Class | Min. Tensile Strength | Min. Yield Strength |
|---|---|---|
| E60xx | 62,000 psi | 50,000 psi |
| E70xx | 70,000 psi | 57,000 psi |
| E80xx | 80,000 psi | 67,000 psi |
| E90xx | 90,000 psi | 77,000 psi |
| E100xx | 100,000 psi | 87,000 psi |
| E110xx | 110,000 psi | 95,000 psi |
| E120xx | 120,000 psi | 107,000 psi |
One thing to note is that this rating is designed to meet the minimum tensile strength required for the weld if welding is performed correctly. These electrodes can generally produce a weld with a tensile strength anywhere from 1% to 20% higher than they are rated for. This is not an excuse for any welder, fabricator, or design engineer to exceed the rated tensile strength for a filler metal when designing or building a weldment or welded structure, however. It is generally better to have more strength in a weld than necessary.
Welding Position
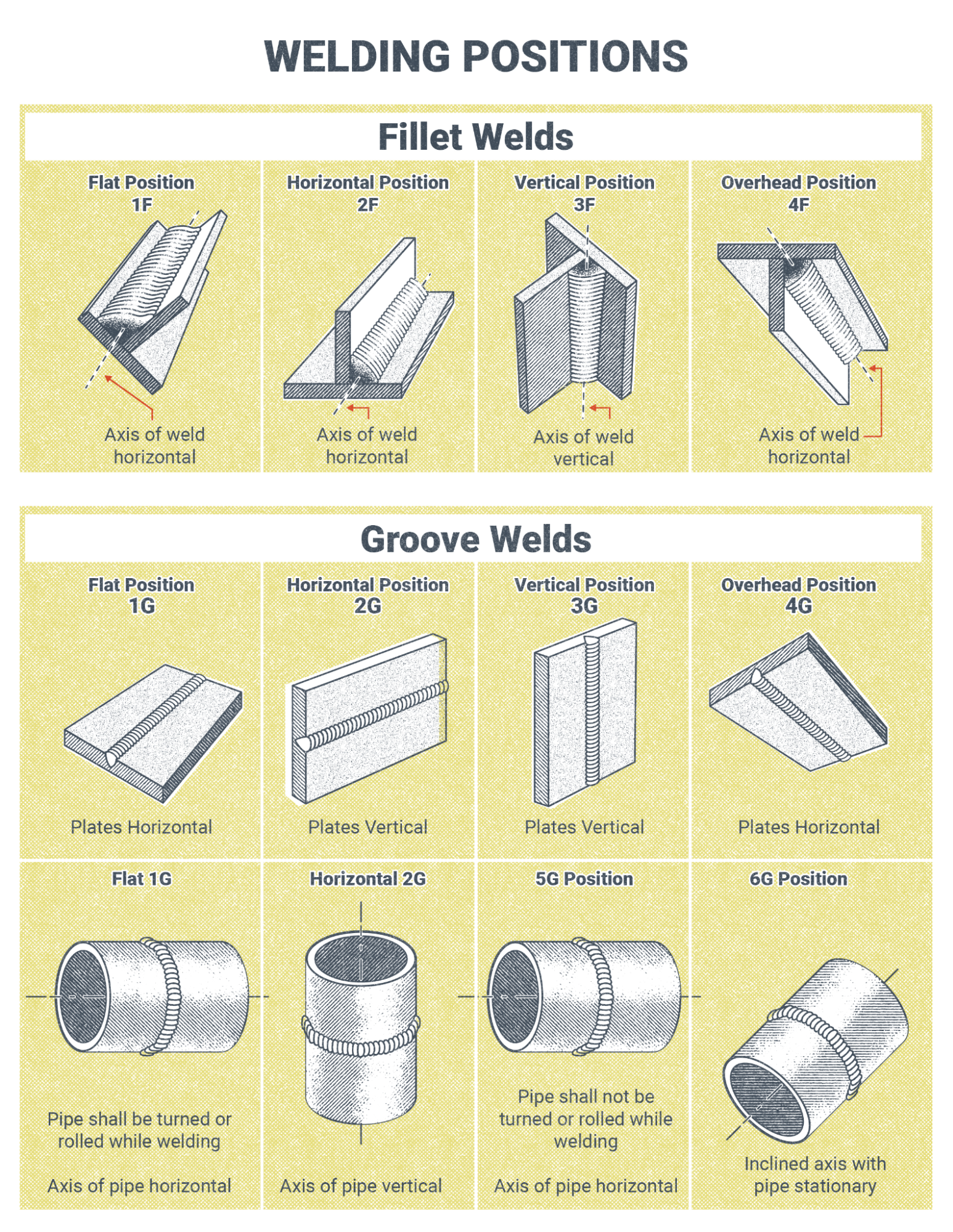
The single number after the tensile strength designator indicates the welding position(s) that this electrode can be used in (see Figure 8.19). The number 1 in this space indicates that the electrode can be used in all positions. The number 2 indicates that the electrode can only be used for welds in the flat position (1F, 1G) and for horizontal fillet welds (2F). The number 4 indicates that the electrode can be used in all positions—but when welding in the vertical position (3F, 3G) the weld progression must be down instead of up. (Welding positions are discussed in greater detail in Chapter 15.)
| Electrode Classification | Type of Flux Coating | Welding Position(s) | Type of Current |
|---|---|---|---|
| E6010 | High cellulose sodium | Flat, Vertical, Overhead, Horizontal | DCEP |
| E6011 | High cellulose potassium | Flat, Vertical, Overhead, Horizontal | AC, DCEP |
| E6012 | High titania sodium | Flat, Vertical, Overhead, Horizontal | AC, DCEN |
| E6013 | High titania potassium | Flat, Vertical, Overhead, Horizontal | AC, DCEP, DCEN |
| E6018 | Low-hydrogen potassium, iron powder | Flat, Vertical, Overhead, Horizontal | AC, DCEP |
| E6019 | Iron oxide titania potassium | Flat, Vertical, Overhead, Horizontal | AC, DCEP, DCEN |
| E6020 | High iron oxide | Flat, Horizontal fillet | AC, DCEP, DCEN (Flat only) |
| E6022 | High iron oxide | Flat, Horizontal fillet | AC, DCEN |
| E6027 | High iron oxide, iron powder | Flat, Horizontal fillet | AC, DCEP, DCEN (Flat only) |
| E7014 | Iron powder, titania | Flat, Vertical, Overhead, Horizontal | AC, DCEP, DCEN |
| E7015 | Low-hydrogen sodium | Flat, Vertical, Overhead, Horizontal | DCEP |
| E7016 | Low-hydrogen potassium | Flat, Vertical, Overhead, Horizontal | AC, DCEP |
| E7018 | Low-hydrogen potassium, iron powder | Flat, Vertical, Overhead, Horizontal | AC, DCEP |
| E7018M | Low-hydrogen iron powder | Flat, Vertical, Overhead, Horizontal | DCEP |
| E7024 | Iron powder, titania | Flat, Horizontal fillet | AC, DCEP, DCEN |
| E7027 | High iron oxide, iron powder | Flat, Horizontal fillet | AC, DCEP, DCEN (Flat only) |
| E7028 | Low-hydrogen potassium, iron powder | Flat, Horizontal fillet | AC, DCEP |
| E7048 | Low-hydrogen potassium, iron powder | Flat, Overhead, Horizontal, Vertical down | AC, DCEP |
You may have noticed that the number 3 was skipped in the system with 1, 2, and 4 used. The AWS no longer uses the number 3 to indicate welding position because the electrodes that had a 3 designation are now obsolete.
Flux Composition and Polarity
The last number, when combined with the position designator, indicates the type of flux coating the electrode has, which in turn determines which polarity (or polarities) the electrode can be used with (see Table 8.2).
| Last Digit | Type of Flux Coating | Type of Current |
|---|---|---|
| EXXX0 | High cellulose sodium | DCEP |
| EXXX1 | High cellulose potassium | AC, DCEP, DCEN |
| EXXX2 | High titania sodium | AC, DCEN |
| EXXX3 | High titania potassium | AC, DCEP, DCEN |
| EXXX4 | Iron powder, titania | AC, DCEP, DCEN |
| EXXX5 | Low-hydrogen sodium | DCEP |
| EXXX6 | Low-hydrogen potassium | AC, DCEP |
| EXXX7 | High iron oxide, iron powder | AC, DCEP, DCEN |
| EXXX8 | Low-hydrogen potassium, iron powder | AC, DCEP, DCEN |
| EXXX9 | Iron oxide titania potassium | AC, DCEP, DCEN |
As previously stated, the flux coating is a very important part of the SMAW process. During welding, it provides shielding for the weld in the form of a shielding gas and a coating of slag. It also provides alloying elements, deoxidizers, fluxing agents, and arc stabilizers. Additionally, the makeup of the flux determines the polarity required for each specific electrode and affects the arc’s electrical characteristics.
While all of these elements are true of each type of flux, they are all achieved in different proportions through different mixtures of flux components. The flux is a powder made from a mixture of different metals and minerals that is baked onto the electrodes. The numbers 0-8, in combination with the position designator, indicate the type of flux mixture used (refer to Table 8.3). Each different flux mixture produces different welding characteristics for each type of electrode.

For example, E6010 has a cellulose-based flux. This flux makes a violent digging arc that achieves greater weld penetration than other fluxes and leaves a small weld with a rough surface texture and a light coating of slag. It also causes the weld to solidify quickly (called a “fast freeze”) and allows this electrode to be less affected by surface contamination, such as oxides (rust) or moisture. In fact, E6010 is the electrode used for underwater welding. The primary use for E6010 today is tacking and making the root pass on multi-pass welds.

In contrast, E6013 has a titania based flux, which gives it a soft arc with little penetration. The weld tends to be wide and smooth and has a heavy slag cover. These electrodes are more susceptible to contamination on the base metal surface, requiring more cleaning to be done before welding. E6013 was designed for use on sheet metal and light-duty steel parts.

The workhorse of the stick welding industry is E7018. The potassium/iron powder flux creates a soft arc with moderate weld penetration. The weld produced is wide and smooth with a heavy slag cover and high strength and ductility properties. This makes the electrodes highly susceptible to contamination, especially from hydrogen (the primary element in water). Called low-hydrogen electrodes, they must be kept in a special rod oven to prevent moisture in the air from saturating the flux. Proper cleaning and weld zone preparation are also necessary before welding when using these electrodes. Industrial steel fabrication and construction projects requiring stick welding are often welded with E7018.
As a reminder, the polarity for each electrode is determined by the chemistry of the flux. For example, E6010 has a cellulose/sodium flux and can only be run on DCEP. However , because of certain equipment needs, welders wanted to be able to run E6010 on AC instead. By changing the flux to a cellulose/potassium mixture, the manufacturers created E6011, which is essentially the same electrode as E6010 but has the capability to run on either AC or DCEP. The titania/potassium flux of E6013 allows it to be run on AC, DCEP, or DCEN.
While it is useful to memorize the order of the classification system, it is less important that you memorize the characteristics of each individual electrode based on the flux number—as long as you know where to look the information up when you need it. Every type of electrode has product information that can easily be obtained from the manufacturer for free. You can find the polarity and amperage requirements for each electrode and some indications of the techniques used in welding with them. If you cannot locate this information, be sure to ask your instructor or welding supervisor for help.
Learning how to run each electrode correctly is a matter of experience. In the welding industry, the type of electrode to be used on any job is determined by the project engineer, so you will not be responsible for electrode selection (unless you are running your own welding business). Rather, your responsibility as a welder is to know how to weld with electrodes.

Suffix and Additional Requirements Met
On some electrodes you may see several additional letters and numbers following the primary electrode classification. These are the suffix and the additional welding requirements met by this electrode.
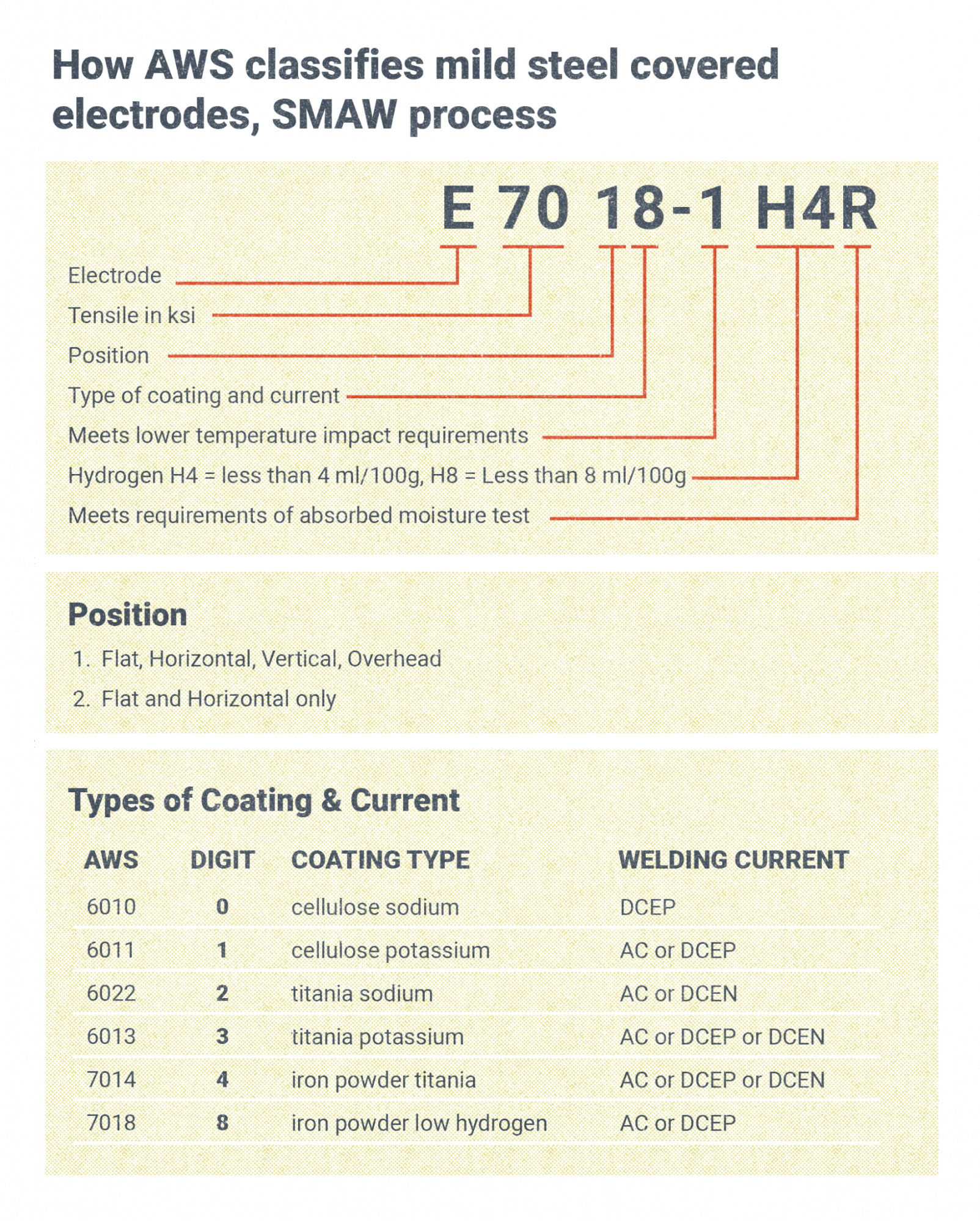
If it is present on the electrode, the suffix will be a combination of one letter and one number, such as A1 or C3. They stand for the approximate alloying composition of the finished weld. For example, H4 indicates that the finished weld will contain no more than four parts per million of diffused hydrogen. This is often seen on E7018 rods, as these are low-hydrogen electrodes.
If there are letters or numbers after the suffix, they indicate certain welding requirements that specific type of electrode meets. In Figure 8.24, the R indicates the electrode meets the requirements of absorbed moisture tests.
While this additional information can be helpful to you in certain circumstances when selecting or using electrodes, it is not critical for you to memorize.
Attributions
- Figure 8.16: Types of welding electrode by Ghasemimoshref is released under CC BY-SA 4.0
- Figure 8.17: SMAW Electrode Classification © American Welding Society, illustration by Nicholas Malara (SBCTC Illustrator) Used with permission from the rightsholder, the American Welding Society.
- Figure 8.18: Example of SMAW Electrode Classification © American Welding Society, illustration by Nicholas Malara (SBCTC Illustrator) Used with permission from the rightsholder, the American Welding Society.
- Figure 8.19: SMAW AC Setup by Nicholas Malara, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 8.20: E6010 by David Ridge, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 8.21: E6013 by David Ridge, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 8.22: E7018 by David Ridge, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 8.23: Weld Beads Made By Different Electrodes by David Ridge, for WA Open ProfTech, © SBCTC, CC BY 4.0
- Figure 8.24: Suffix and Additional Requirements © American Welding Society, illustration by Nicholas Malara (SBCTC Illustrator) Used with permission from the rightsholder, the American Welding Society.
Industries That Use Welding
The main industries that you can build a welding career in are manufacturing (production or custom), maintenance and repair, construction, maritime, and pipelining. However, many careers or occupations may utilize welding yet not be classified as a so-called "welding career." For example, an automotive or diesel mechanic may be expected to perform welding as part of their job, though that is not their primary responsibility. And in the construction industry, ironworkers, piledrivers, millwrights, and other tradespeople may be expected to have the ability to weld.
According to Zippa (2023), welders work in a variety of industries:
- 31% work in manufacturing,
- 14% are considered “professional,”
- 10% work in construction,
- 9% work in the transportation industry,
- 7% work in automotive,
- 5% work in technology,
- 4% work in energy,
- and the rest work in a variety of industries ranging from retail to education.
As you learn about welding while reading this book and consider which industry you wish to work in, ask yourself some questions. First, which welding process might you prefer to work with? FCAW is commonly used in construction, maintenance and repair of equipment, building facilities, and in the maritime industry. FCAW, gas metal arc welding (GMAW), and GTAW are commonly used in manufacturing and custom fabrication work. GTAW and shielded metal arc welding (SMAW) are commonly used in pipe welding.
The next question to consider is in regards to your temperament—what would you want in a welding job? For instance, working in construction may pay well, often requires you to work in inclement weather, may offer less job predictability, is often hazardous, and frequently involves travel. Working in manufacturing usually offers more consistent work hours, is inside work, and allows you the consistency of going to work at the same shop each day. Manufacturing tends to be repetitive but provides fairly stable employment. Custom fabrication is similar to manufacturing with the added challenge of building unique items per blueprint specifications, often requiring welders to have extensive creativity and problem-solving skills. Pipe welding is considered a specialty and requires a high degree of welding skill, frequently accompanied by higher pay rates. Working as a pipeliner often means traveling to jobsites with your own welding machine and other required tools.
No matter the direction you choose for a career path, a solid education in welding and the ability to weld with different processes not only increases your employability but also allows you to move between industries. A skilled welder can usually find a job almost anywhere.
In Washington state, welding job opportunities vary by region. On the coast and in the Puget Sound region on the western side of the state, there are numerous shipyards. In urban areas, the construction industry has been steady despite national fluctuations in the economy. Statewide, there are many manufacturers that employ welders, both in production and in building/plant maintenance realms. Many vendors supply the aerospace industry with fabricated components, too. There is also the potential for self-employment as a mobile repair or fabrication welder serving agriculture, industry, and the community at large.
Essay by April Cyaltsa Finkbonner

My name is April Cyaltsa Finkbonner and I am a journeyman ironworker from Local 86, Seattle, WA. I joined the ironworkers apprenticeship in 1995 and I am currently a welding instructor for the Local 86 apprenticeship program.
I was introduced to welding in my early twenties when my dad was doing some repair work on our commercial fishing boat. I was curious about what he was working on, and he said, “Grab that hood and come watch me.” After he finished welding a broken piece back together, I said, “Wow, that was cool.” He said, “You should look into welding. They say women make pretty good welders with their steady hands.” At that moment, I was immediately hooked on welding. I took his advice and registered at a technical college for a nine-month welding course. It was there that I found that FCAW was my favorite welding process. My welding instructors were suggesting that I pursue an apprenticeship program. I wanted to know what trade welded a lot with the self-shielded FCAW process, and they said, “The ironworkers.” I asked, “And what do they do?” My instructor replied, “They build bridges and skyscrapers and stuff.” I said, “Oh yeah? That’s what I want to do!”
So, I joined the ironworkers with my FCAW certification in hand. As an apprentice, I was able to take some of the welding dispatches that were not able to be filled by the journeymen, which meant that I was able to receive journeyman’s pay. As a journeyman, I invested most of my ironworker career as a production welder. In 2005, I was recruited to be a welding instructor for the apprenticeship and I consider myself blessed to have the opportunity to teach what I love.
I highly encourage people who like to work with their hands to take a welding course and learn all of the different processes. They’re bound to find something that piques their interest. Once you have the welding skills, the career possibilities are endless, especially for the creative minds. “If you need it, you can weld it. If you can imagine it, you can weld it.”
The opportunities are vast when you own the technical skills of welding.
Developing Industries and Technologies
As stated previously, there are over a hundred different welding processes today, with more in development. While most welders perform manual welding or semiautomatic welding, there are many career opportunities in specialized, high-tech welding.
Additive Manufacturing (AM) is quickly gaining ground in the industry. Complex metal parts can be precisely fabricated with different forms of additive manufacturing. Some resemble 3D printing, using a wire feeder and an electric arc or laser to continually melt and fuse the filler metal to the previous deposit. Other forms of AM use a metal powder that is melted with a laser in specific places, then covered with a layer of more metal powder, melted by laser to the previously melted metal, covered with another layer, etc., until the object is created.
Robotic welding has been around for decades, changing automotive manufacturing into an almost completely automated process. However, the cost of purchasing and maintaining robots as well as quality control issues in production have limited their use. Operators of robotic welders typically monitor the robot’s performance and perform welding repairs to any defects in the robot’s work.
Computer Numerically Controlled (CNC) welding incorporates computer control of robotic or automatic welding and may integrate the welding machine into other machining during the manufacturing process. For instance, metal parts may be loaded into the machine and then automatically welded and machined per the computer program.
The skills and training required to operate these various systems will influence the welder's pay rate. Less training and skill required will likely mean lower wages, while more training and skill will likely ensure higher salaries for the welding operator.
With the increase of robotic/automatic welding process jobs, there will be a need for a skilled workforce to operate the equipment. However, we are still a long way away from a robot replacing people climbing a ladder and welding connections in a building or crawling around in a ship’s bilge to patch a hole in a leaky fuel tank.
Niche or “Boutique” Jobs
Along with the emerging automated welding jobs there are also opportunities in specialized careers. Due to the high level of skills and training required and the limited pool of available labor, some of these can pay quite well.
Commercial diver-welders may work underwater, though welding is performed “in the dry” whenever possible. Pay rates can be high because there are a limited number of workers in the field, the hazards inherent in the work, and the expense of required training. Careers in commercial diving and underwater construction are challenging and rewarding due to the job's physical demands.
Many artists use metal as a sculptural medium and employ welders, blacksmiths, and other helpers in their studios. Like other artists, one’s income depends on the success of selling the art produced and the amount of money patrons are willing to invest in the artist and studio.

Restoration of classic cars or custom fabrication of cars requires the ability to work with thin metals and produce not only safe but visually unidentifiable welds. If new body components like fenders are added or modified, the welded seams must be invisible after painting. Frames or roll bars of race cars must be strong enough to endure the constant punishment of a track or off-road race without failing. Welding of custom exhaust headers must be leakproof and aesthetically pleasing.
Creating custom architectural features such as fireplace surrounds, exotic handrails, or furniture requires a high level of fabrication skills, including blueprint reading, precise layout, and quality welding. Many welds will be visible on the finished product and must be uniform and strong. Attractive welds are frequently preferred over welds that are ground flush and hidden.
Privatized space travel and emerging space tourism have opened up new jobs in the aerospace industry, not only in fabricating parts for spacecraft but in the building infrastructure and jig assemblies required to facilitate constructing spacecraft.

What Employers Look For When Hiring
Of course, employers desire specific welding and fabrication skills, namely time in the trade (journeymen level represents several years of experience). They usually administer pre-employment skills testing through a welding or fabrication test to verify your skills. Jobs requiring welding certifications or proficiency in multiple welding processes often pay more than jobs that do not.
Usually employers focus on only one or two welding processes and only expect their employees to show proficiency in those processes. Custom fabrication shops are the jobs that most likely expect welders to be proficient in multiple welding processes, like SMAW, GTAW, GMAW, and FCAW. However, this is not expected in every fabrication shop. The obvious advantage of attending a trade school or college for welding training is that you are more likely to receive training in multiple processes, thus increasing employability.
Fabrication, or “fitting,” is a skill distinct from welding. While fabricators use welding, their main task is to read and interpret blueprints and use that information to build the assembly described in the blueprint. The fabricator may weld the assembly or simply tack it together with small welds for a welder to complete welding afterward. Fabricators must be able to read tape measures to the one-sixteenth of an inch, use other measuring tools, accurately mark and cut out parts, build jigs and fixtures to facilitate building multiple assemblies at a time, and safely use various hand and power tools. In short, employers depend on a fabricator to be able to look at a blueprint and create the object in real life.
While training for a career in the welding industry, developing strong welding and fabrication skills is essential. Today, these soft skills are also becoming a high priority with employers:
- good attendance,
- social skills,
- ability to receive training and feedback,
- openness to working with diverse groups of people,
- capacity to clearly communicate (orally and in writing), and
- knowledge for how to use technology to find work-related information.
Make good attendance a priority and arrive early enough to start on time. The best welder in the world is useless to their employer if they are not at the jobsite welding. Avail yourself of opportunities to take diversity, equity, and inclusion training to learn about others and develop a self-awareness of how your words and actions impact others around you. The world's best welder has increased value if they can get along well with their coworkers. Typically, a degree in welding requires you successfully complete other academic classes such as English and psychology—it is advantageous to view these classes as opportunities to develop the communication and social skills that employers value. The same is true of computer literacy courses: manufacturing more and more uses CNC and other computer-controlled processes, and even the construction industry is using tablets in the field for functions such as accessing digital blueprints and recording data (including the hours you work and expect to be paid for).


Attributions
- Figure 1.6: © used with permission
- Figure 1.7: Sculptor Heather Jansch next to her work "The Young Arabian" by Kieronjansch is released under CC BY-SA 4.0
- Figure 1.8: SpaceX In-flight Abort Illustration by SpaceX is released under CC0
- Figure 1.9: Punch Clock by Tom Blackwell is released under CC BY-NC 2.0
- Figure 1.10: image released under the Pexels License

{kind=link}
{kind=link}