10.3 GMAW Electrodes and Shielding Gasses
Stephanie Oostman
Electrode Classification
Electrodes for GMAW welding are referred to as wire or wire consumables. The term consumables refers to how the electrode becomes part of the weld and gets “consumed” since it starts in wire form but gets transformed into the weld bead by heat during the process. The wire chosen for the weld in this process should match or be extremely similar to the chemical and mechanical properties of the base metal. The welding wire is classified by a letter and numbering system. The American Welding Society created, designed, and maintains this classification system.
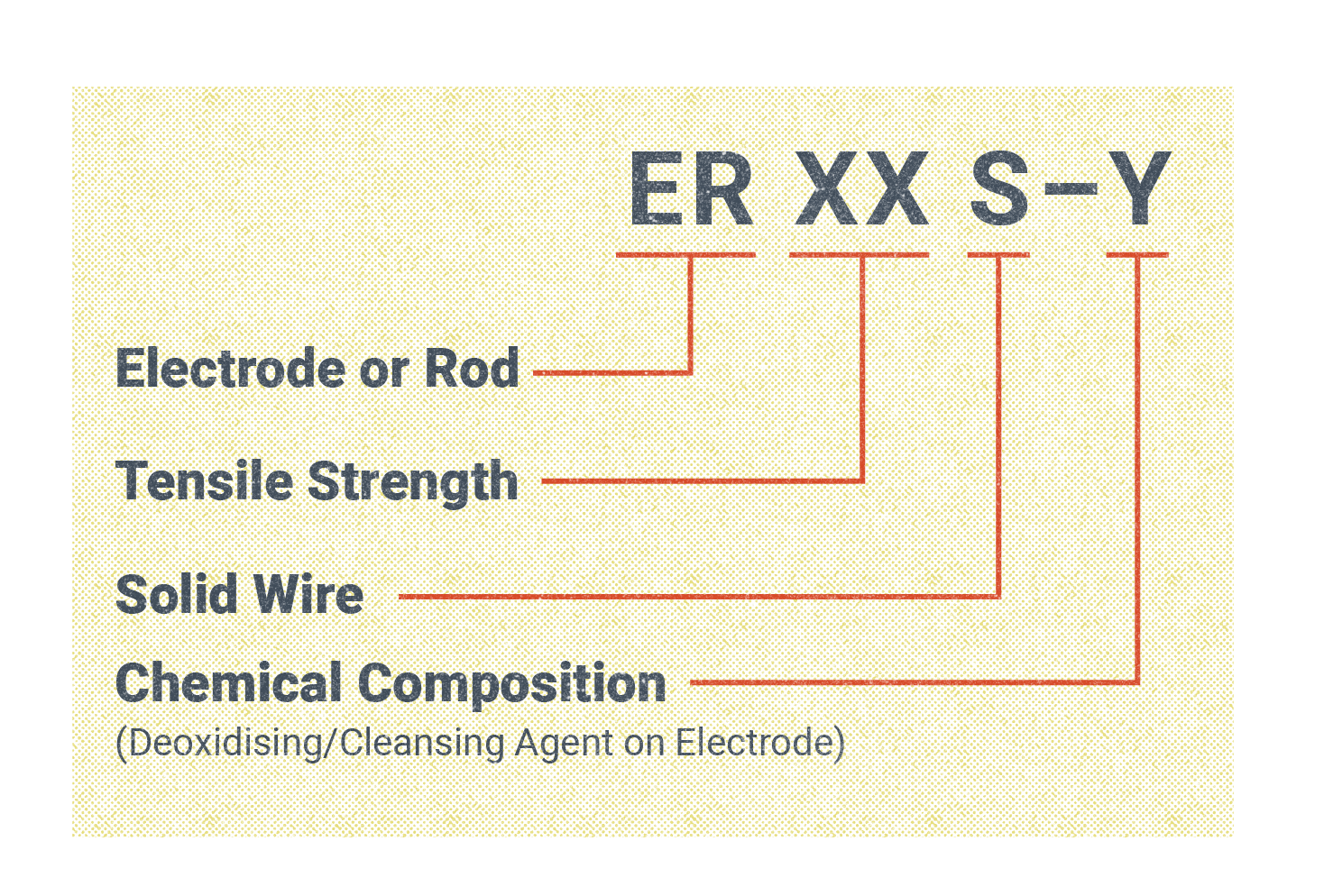
Figure 10.14 shows the classification. A GMAW electrode starts with E, which simply stands for electrode, followed by the letter R, meaning rod. The R lets the user know that this particular electrode can also be used as a filler electrode in gas tungsten arc welding (GTAW), which is referred to as a “non-current carrying rod.” The GTAW process is covered in Chapter 11.
The next set of characters in the classification is numbers. In Figure 10.14 it is represented by an XX placeholder, but the numbers indicate the tensile strength of the wire in 1,000 pounds per square inch (psi). If a 70 appears, that means the wire’s tensile strength is 70,000 lbs. The recommended tensile strength may change depending on what material the welder is working on, and, in the case of copper and copper-alloy bare wire, it may be eliminated altogether. Note that choosing a higher tensile strength weld wire than needed is not always better, as the heat, shielding gas, transfer mode, thickness of material, and joint preparation must also be considered.
The next letter designation in Figure 10.14 is S, which means the electrode wire is solid. These are sometimes called hard wires. In contrast, FCAW uses tubular wires, indicated by a T. Other letters in this place on GMAW electrodes may be C, for composite. This is used for GMAW metal core wire welding in congruence with the spray transfer process, which will be covered later in this chapter.
Lastly, the letter Y at the end acts as a placeholder. On an electrode, a number between 2 through 7 that refers to the wire’s chemical composition will appear there.
Metal-cored wires are tubular wires like that used in the fluxed-core process. However, unlike the wires used in FCAW, GMAW wires are not filled with flux—instead, they contain metallic powders such as iron. These wires offer some of the same benefits as their solid wire partners, such as being slag-free, able to weld a multitude of thicknesses, create better fusion on the toes of the welds, and a generally wider root profile. However, composite tubular wire is limited to use in the flat or horizontal weld positions due to the fluidity of the weld puddle.
There are also designations for aluminum, stainless, and low-alloy steel electrodes. Two examples of these differing classifications would be the electrode ER309L for stainless. In this case the ER still remains the same; however, 309 refers to the grade of stainless steel and L indicates that it is a low-carbon electrode. Another is ER4043, an extremely common aluminum welding wire. Again, ER means that this is an electrode rod. The first number, 4, is an indication that this wire is part of the 4000 series of aluminum alloy, and then the 043 refers to the amount of silicone that has been added. All of these wires are manufactured and used in an array of sizes typically ranging from 0.023 inches to 0.125 inches in diameter and, when paired with the appropriate shielding gas, create desirable welds.
Shielding Gasses
GMAW can be used in combination with a multitude of shielding gasses such as argon, CO2, helium, hydrogen, nitrogen, and oxygen. The most commonly used for GMAW are a variation of three different shielding gasses: argon, CO2, and helium.
Not all shielding gasses are the same, and they each have their own effects on the weld in combination with the wire and base metal they are interacting with. For example, argon and helium are both considered inert gasses, which means they are nonreactive to chemicals in their environment. Inert gasses are also known as noble gasses. Using these inert gasses is where the term MIG welding originates. However, using active (or reactive) gasses would change the applicable term to MAG welding. This would mean the use of active gasses like helium, CO2, hydrogen, nitrogen and oxygen. When used in combination with heat, the atmosphere, and the base metal, these gasses have a reaction that affect the characteristics of a weld.
Using either inert or active gasses exclusively when welding is not required. Instead, a combination of these gasses often offers ideal impacts on the weld. Because the shielding gasses selected affect the mechanical properties of the weld, it is important for the welder to understand what type of gas they are using and why. Often a welding job comes with a set of instructions, called a welding procedure specification (WPS), that defines what the welder is supposed to use as far as shielding gas and the pressure set at the flow meter, so welders will not be responsible for making these choices themselves. You will learn more about WPSs later in this book.
General things to consider when choosing a shielding gas include cost, the effects the gas may have on mechanical properties of the base metal, the thickness of the material, as well as factors like heat input, travel speed, thermal conductivity, bead profile, whether the gas will increase or decrease spatter, and rust or oxidation prevention. Reference Table 10.1 with recommendations for different gasses based on the base metal and the attributes they add or take away.
| Shielding Gas | Base Metal | Process | Notes |
|---|---|---|---|
| 100% Carbon Dioxide | Steel | GMAW | Short circuit and globular transfer only, all-position |
| 100% Carbon Dioxide | Steel | FCAW | Unlimited thickness and all-position |
| 75% Argon / 25% Carbon Dioxide | Steel | GMAW – short circuit | Short circuit and globular transfer only, all-position |
| 75% Argon / 25% Carbon Dioxide | Steel | FCAW | Unlimited thickness and all-position |
| 75% Argon / 25% Carbon Dioxide | Stainless | FCAW | Stainless flux-cored wires typically run with 75/25 |
| 80%-92% Argon / Balance Carbon Dioxide | Steel | GMAW | Unlimited thickness (out-of-position requires the use of short circuit transfer or pulsed spray) |
| 80%-92% Argon / Balance Carbon Dioxide | Steel | FCAW | Most FCAW wires should not be run with higher than 75% Argon; however, some manufacturers make wires that can run up to 85%-90% Argon |
| 95% Argon / 5% Oxygen | Steel | GMAW | Use with spray transfer on sheet steel (up to 3/16-inch thickness) |
| 98% Argon / 2% Oxygen | Stainless | GMAW | Primarily used with the spray transfer mode |
| 98% Argon / 2% Carbon Dioxide | Stainless | GMAW | Primarily used with the spray transfer mode |
| 90% Helium / 7.5% Argon / 2.5% Carbon Dioxide | Stainless | GMAW | Primarily used with the short circuit transfer mode |
| 100% Argon | Aluminum | GMAW | Use spray transfer |
| 25%-75% Helium / Balance Argon | Aluminum | GMAW | Helium helps with welding thicker section |
Argon is an incredibly common shielding gas in the welding industry.Using 100% argon is recommended for GMAW when welding non-ferrous metals like aluminum or copper. Using 100% argon is not recommended for ferrous metals like steel. Adding argon to a gas mixture may improve arc stability, cut down on spatter, and create better protection for the weld pool, wire electrode, and base metal from contaminants in the atmosphere. Additionally, argon is not very thermally conductive, leading to the outer ranges of the gas coverage being significantly cooler than the middle of the coverage zone.
Welding with hydrogen or nitrogen as the shielding gas will increase penetration control, but the trade-off is that the weld becomes more susceptible to porosity and embrittlement.
When welding stainless steel, it’s common to use a tri-mix of gas that contains helium as one of the three. For example, 90% helium, 7.5% argon, and 2.5% CO2 is a tri-mix gas used for short circuit transfer mode GMAW welding. The helium allows for a good penetration with a shallow weld bead appearance. Helium is more thermal conductive than argon and uses higher heat, which allows for faster travel speeds. However, helium is more costly, provides poor cleaning action, and, because it is lighter than air, will require a higher setting on the flow meter.
Attributions
- Figure 10.14: Electrode Classification © American Welding Society, illustration by Nicholas Malara (SBCTC Illustrator) Used with permission from the rights holder, the American Welding Society.
Metal inert gas welding is an obsolete name for gas metal arc welding, as this process no longer uses only inert gasses. However, many welders still use this name when referring to GMAW.
Metal Active Gas welding
