10.5 Spray transfer mode
Stephanie Oostman
The term spray transfer refers to the behavior in which the wire from the welding machine melts at the tip and deposits into the joint so as to create fine droplets that are equal or less than the diameter of the electrode wire being used. For this to occur, the machine current must reach the transition current. Transition current is the minimum current setting for the welding machine to transition from globular transfer and into spray transfer. It is important to note that the transition current is not universal. But rather dependent on variables such as electrode stick out (the length the electrode wire protrudes from the end of the nozzle), electrode type, and electrode wire diameter.
For example, an .035” diameter wire of the ER-70S-6 classification may reach its transition current into spray transfer when the welder is set to 24v-32v and 350-580 inches per minute (ipm).
As the wire interacts with the shielding gas and is melted by the electrical arc, the pinch force on the electrode is increased to the point that the molten metal produces a fine conical spray. Depositing a silent, even, virtually spatter-free weld with a deeper penetration than the other transfer modes.
It is important for this transfer mode to select both settings and shielding gas appropriately. In order for this fine cone-like spray to occur, a shielding gas of at least 80% Argon must be selected for ferrous applications. For nonferrous metals such as Aluminum alloys, it is recommended that the welder operator uses a shielding gas of 100% Argon.
MIG spray transfer is best suited for flat (1G/1F) and horizontal (2G/2F) positions.
There is also pulsed spray transfer (gmaw-p), which offers the ability to weld spray transfer out of position, overhead, the ability to utilize thicker wire electrodes than traditional spray transfer, lower heat input, as well as electrode efficiency reaching 98%, and the ability to obtain a consistency root on open joints without the need of a backing bar.
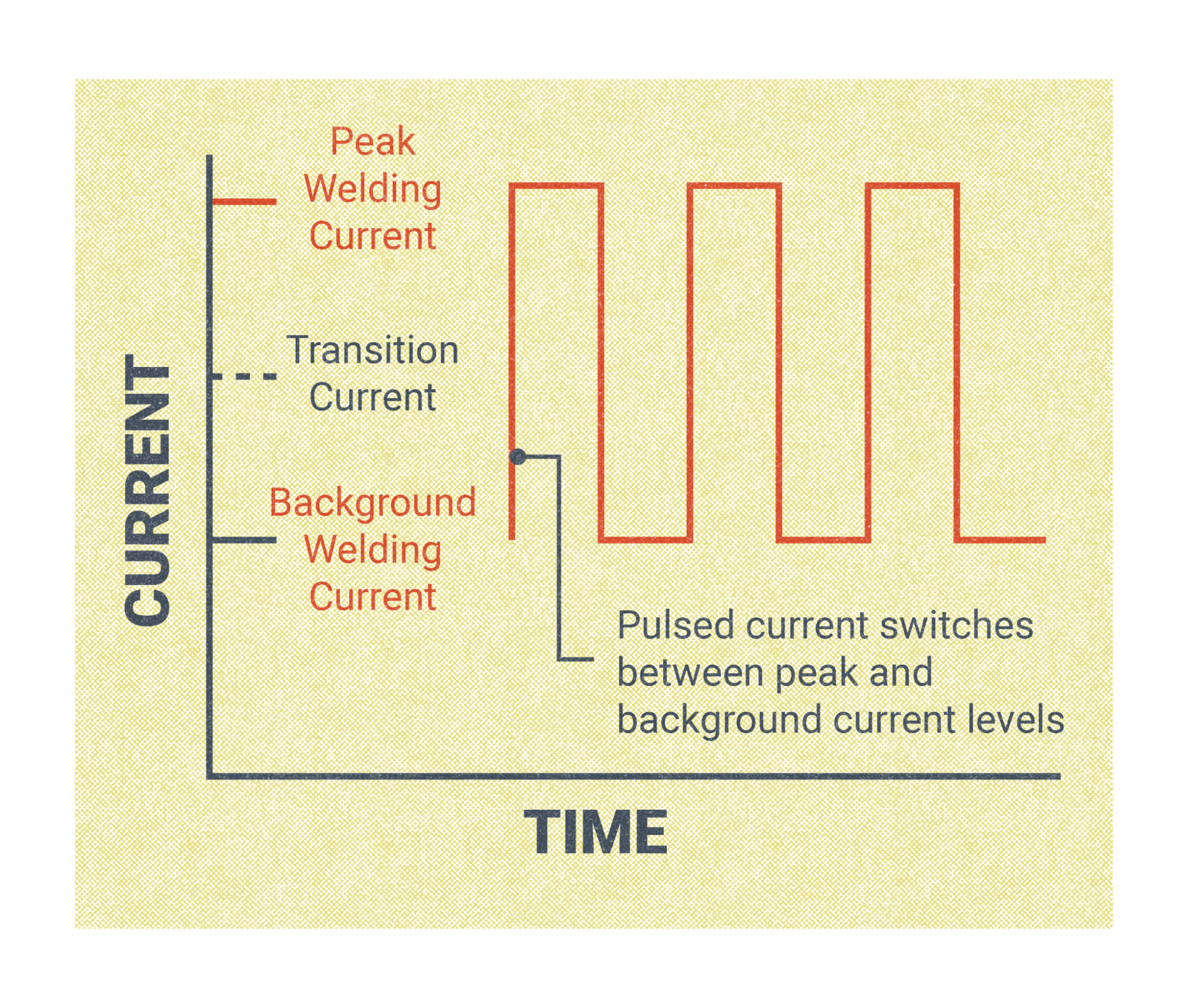
GMAW-P is not available on all MIG/MAG wire feed machines. However, when it is selected, pluse spray transfer allows the current to toggle between a preset high current and down to a preset low current. Just like standard spray transfer, when GMAW-P is at the ‘high’ current, a molten droplet forms at the end of the electrode, is then pinched from the tip and deposited as a fine cone-shaped spray to the joint. But unlike regular spray transfer, the welder will then revert to a ‘low’ current before cycling back to the high. The return to this low current drops the overall heat input into the workpiece, allowing spray transfer to be used with thinner metal and lessening the overall heat distortion. No metal transfer occurs while in this ‘low’ current. This toggle between the two current settings occurs rapidly and as much as several hundred times a second. The frequency of this pulsing, high to low, increases as the wire feed speed increases.
Attributions
- Figure 10.17: pulse table by Nicholas Malara, for WA Open ProfTech, © SBCTC, CC BY 4.0
Transition current is the minimum current setting for the welding machine to transition from globular transfer and into spray transfer.
Inches per minute
Plused spray transfer allows the current to toggle between a preset high current and down to a preset low current.
