10.6 Short Circuit Transfer
Stephanie Oostman
Short circuit transfer mode, or GMAW-S, is one of the most common wire feed processes. Like spray transfer, this process uses a solid or hard wire and can support a multitude of different wire electrode types and thicknesses. However, there are distinguishing differences between the two modes of transfer and reasons for selecting one versus the other.
This is unique to GMAW-S as metal is not transferred across the arc, but rather the weld puddle freezes quickly in between these short circuits before the arc is reignited again and the wire electrode makes contact with the puddle once more.
This behavior makes short circuit transfer ideal for situations where heat input is a concern and areas with wide gaping or poor fit-up. A welder may also find this welding method more ideal when welding in the 3F/3G and 4F/4G positions due to its rapid freezing ability.
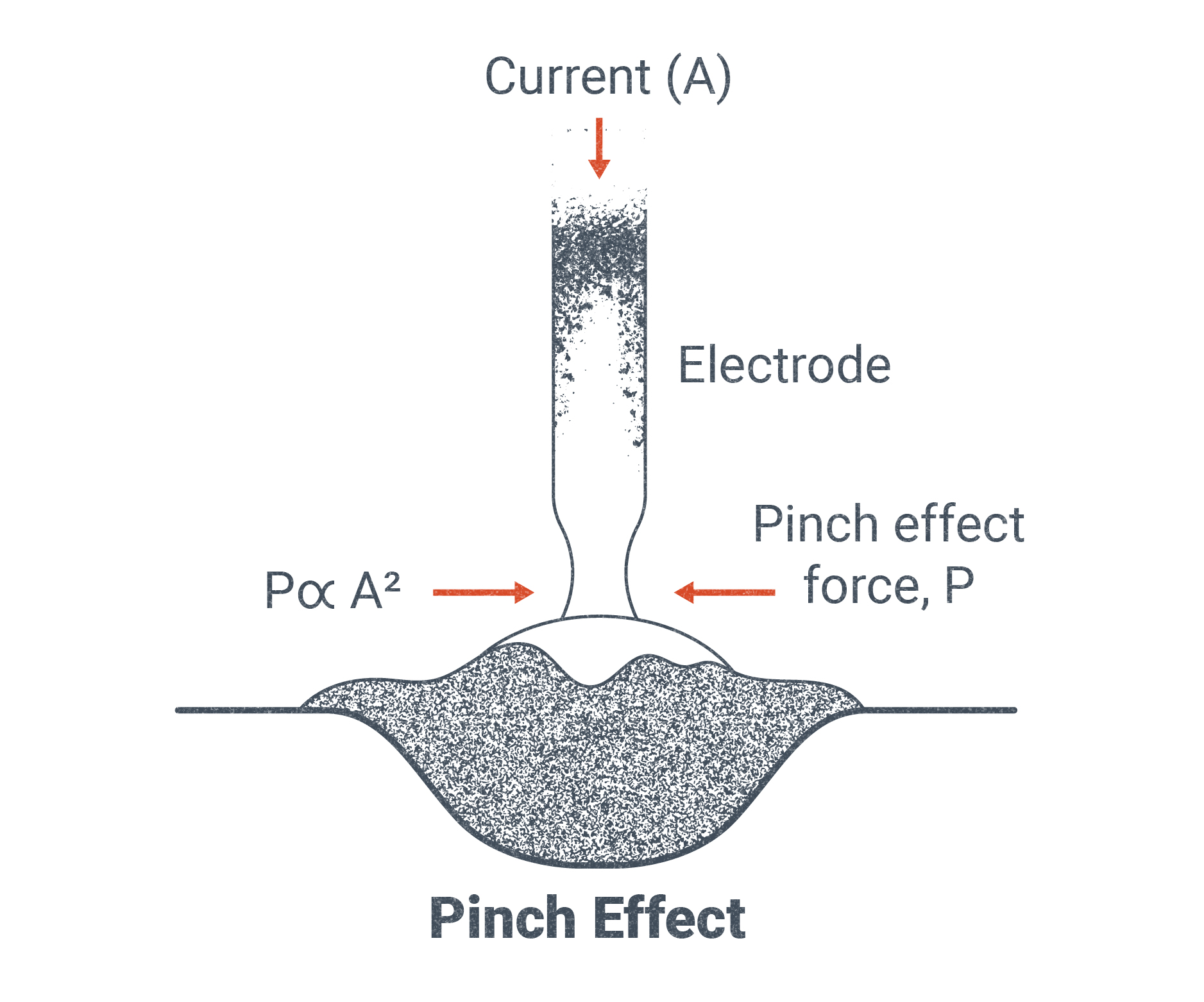
As with spray transfer, GMAW-S is also impacted by pinch force. Recall that it is a pinch force along with surface tension that acts as a squeeze or pinch on the end of the consumable wire electrode, allowing a droplet to break free of the tip of the wire and be distributed onto the base metal or joint. Pinch force is affected by welding current, voltage, and resistance.
GMAW-S occurs when the welding current is 200 ampers or less for a .045” wire diameter or less. While this transfer mode offers more accessibility and is generally considered easier to learn, it has disadvantages. GMAW-S has a lower electrode efficiency than spray transfer. In fact, the electrode efficiency is about 93%. While short circuit allows for an increase in travel speed, it also increases the potential for spatter and longer post-weld clean-up time. Additionally, welders choosing GMAW-S need to be conscientious of the increased risk of incomplete fusion.
The shielding gas with short circuit transfer can vary and depend on the overall needs of the weld. Pure (100%) CO2 is used in scenarios where a deeper penetration may be desired, but the operator may sacrifice overall consistency and bead contour. A more common choice is 75% Ar and 25% CO2 for arc stability, faster travel speeds, and lower spatter, which is supported by the Argon/CO2 mixture.
Attributions
- Figure 10.18: Pinch force by Nicholas Malara, for WA Open ProfTech, © SBCTC, CC BY 4.0
When the wire electrode connects to the weld puddle and creates a literal short in the circuit, as many as 200 times per second.
