15.3 Fillet Welds
Cameron Kjeldgaard
Fillet Joints and Terminology
A fillet weld is extremely common in arc welding. Though they are distinct from groove welds, some of the terminology crosses over. Fillet welds do not involve any sort of edge preparation or beveling. Instead, fillet welds are the result of depositing a weld at the intersection of two perpendicular surfaces, resulting in a weld bead with a triangular cross section (see Figure 15.13). It is not ideal for a fillet weld to have any sort of root opening; however, in some cases a small opening is tolerable.
Fillet welds are economical: without the need for any beveling or special joint preparation, they can vastly reduce production time. They do have some limitations, though. One is that fillet welds can only be applied between two surfaces arranged at 90 degrees. Fillet welds work for T joints, lap joints, and open or half-open corner joints, but cannot work for edge joints and closed corner joints. They could be applied in butt joints if the two parts had considerably different thicknesses or were overlapped by a third and fourth part, creating what is called a splice joint.
Just like groove welds, the fillet weld has a weld face and weld toes. The location and measurement of these features are the same: The weld toes are where weld metal intersects base metal, and the weld face is the visible surface of the weld. However, because there is no edge preparation and (ideally) no root opening, joint penetration and root penetration are not treated separately—in fact, the terms are often used interchangeably.
Fillet welds do not necessarily need to have deep penetration to be strong, and if the penetration extends into the joint root at all it is considered sufficient. Unlike groove welds, fillet welds are not ever intended to have complete joint penetration. Therefore they are not considered to have a root face or root toes.
Fillet Weld Sizing
Joint penetration is not used to define the size of a fillet weld as it is in the case of groove welds. Instead, their size is defined as the largest right triangle which can be inscribed in the weld’s cross section, which is roughly triangular. In simpler terms, a fillet weld’s size is the same as the size of the weld legs. A 0.375 inch fillet weld must have both legs measure out at 0.375 inch. In some cases a fillet weld may be designed to have different leg sizes (called an unequal leg fillet), but this is uncommon.
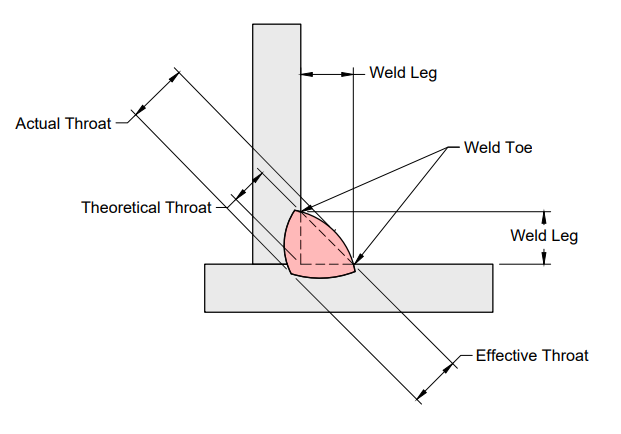
Fillet weld throat is a little more complicated to define, as there are three different types: effective, actual, and theoretical throat. To put it simply, think of the throat as the shortest measurement from the weld root to the weld face, with the line of this measurement being approximately perpendicular to the weld face.
The actual throat is the actual measurement from the weld root to the weld face. Just like with groove welds, any convexity at the fillet weld face is not considered an effective part of the weld. And if the weld is concave, both the actual throat and effective throat are reduced. This reduces the effective size of the weld, even if the legs are the correct size.
Effective throat is a measurement from the weld root to the face of the theoretical right triangle inscribed on the weld cross section, so it excludes any convexity at the weld face. Effective throat cannot be measured without some sort of destructive testing on the weld joint, rendering it useless for service. Because of this, the theoretical throat is used to measure fillet welds in production instead.
Theoretical throat is a measurement from the beginning of the joint root (as it was prior to welding) to the face of the theoretical triangle within the weld’s profile. This excludes any measurement of convexity.
Fillet welds may be completed single-pass or multi-pass, just as with groove welds. Welders must take special care when stacking multiple weld beads in order to keep the finished fillet weld’s triangular cross section and throat the correct shape.
Attributions
- Figure 15.13: Various Parts Of A Fillet Weld As Well As How The Weld Is Sized by Cameron Kjeldgaard, for WA Open ProfTech, © SBCTC, CC BY 4.0
A type of weld that joins two pieces of metal together when they are at an angle or perpendicular to each other.
A weld joint consisting of two parts which are spanned by a third, and possibly fourth part welded to the original two.
The leg of the fillet weld is the distance from the joint root to the weld toe.
The throat of a fillet weld is the shortest distance from the weld root to the weld face
