15.4 Plug and Slot Welds
Cameron Kjeldgaard
Plug and Slot Weld Sizing
Plug and slot welds are used in lap joints, so they are not as common as groove or fillet welds. A plug weld is made through a hole in one of two overlapping parts, joining them together. A slot weld is the same concept, only with the hole being elongated to increase the area where the two parts are fused.
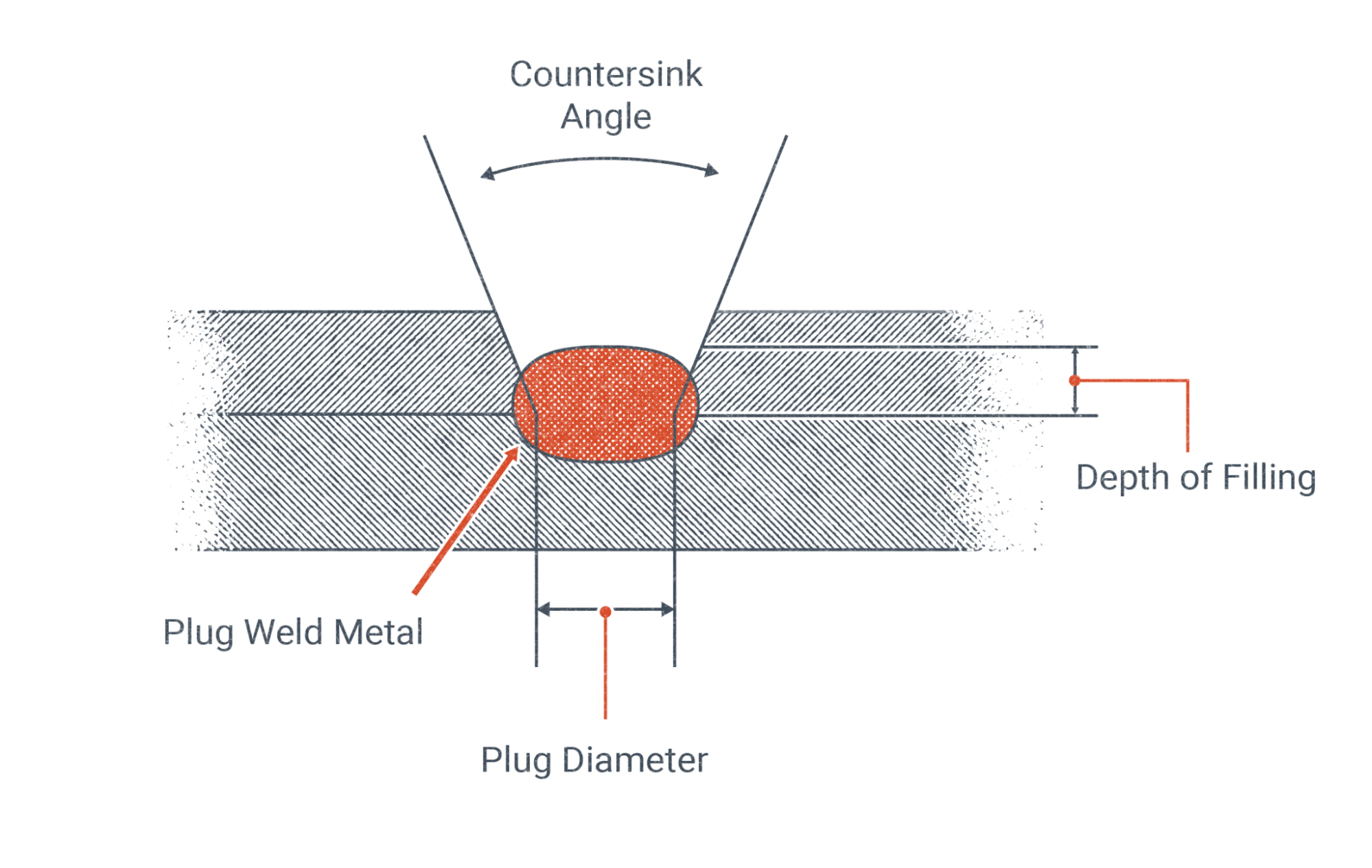
Many terms from groove and fillet welds are still applicable to these welds, such as penetration, weld toes, and weld face. However, there are two new dimensions that are used to measure the size of a plug weld: plug diameter and depth of filling. The plug diameter is simply the diameter of the hole in which the weld is deposited. In some cases the edges of the hole may be cut at a bevel, which can improve access to the joint root in deep holes. This included bevel is called the countersink angle, an in cases when it is used the plug diameter is measured at the joint root. The depth of filling is the depth, within the hole, to which weld metal is deposited. If a depth of filling is not specified the plug should be filled at least flush.
In the case of a slot weld, both the width (synonymous with the diameter of a plug weld) and length of the slot, as well as the depth of filling, make up the weld size.