21.2 Welding Aluminum
David Colameco, M.Ed.
Development of Welding Aluminum
Aluminum has been an important material throughout the industrial age of the U.S. The first method used to weld aluminum was oxy-acetylene (see Figure 21.2). Today GMAW and GTAW are used.
GTAW of aluminum was used during World War II for airplanes, and this process is still used today to weld aluminum. Originally GTAW was used with large electrodes running direct current electrode positive (DCEP), which allowed for minimal penetration of the thin aircraft aluminum with great cleaning action. However, the electrodes had to be large to account for the increased heat going into the electrode as compared with direct current electrode negative (DCEN).Today, GTAW can be used to weld aluminum using DCEN, DCEP, and alternating current (AC), but AC accounts for the vast majority of GTAW welding of aluminum. In rare circumstances you may find direct current (DC) still being used. Modern GTAW machines have complex electronics that help produce a waveform that provides the proper balance of cleaning action (DCEP) and penetration (DCEN).


You may be wondering whether, if GTAW works best when welding with AC, you wouldn’t weld GMAW using AC also. While AC GMAW machines for welding aluminum have been in existence for decades, their cost can be too high in relationship to their benefit as compared with DC GMAW machines (Armao, 2016). Most likely you will find that your welding school and future employer use DCEP for welding aluminum with GMAW because the machines they purchase can be used for multiple purposes. But if you work in a shop that does a lot of aluminum welding, you would be more likely to find an AC GMAW machine. No matter what, if you are going to weld aluminum in your career it is highly recommended that you learn both GTAW and GMAW process, and preferably on actual aluminum. But if aluminum is not available, learning on other materials is better than no experience at all because your future employer will train you on the differences natural to aluminum welding.
Basics of Welding Aluminum
Aluminum starts to form an oxide layer immediately after a new surface of the metal is exposed to the atmosphere, such as after it has been cleaned or sheared. The complete oxide layer takes more than days to form, but if you take a break of any length of time such that you are not immediately welding after cleaning your aluminum base material, you will need to clean the material once again. When cleaning aluminum use only stainless steel wire brushes and other tools that are only used with aluminum and do not come in contact with other materials. When wire brushing, only brush in one direction to prevent embedding aluminum oxide and other impurities into the softer metal.
Note that not all aluminum alloys are weldable. Table 21.1 makes broad generalizations about the weldability of aluminum alloys, but there are always exceptions to the rules. The aluminum alloys that are not easy to weld take more skill and strict adherence to welding procedures or recommended settings. The 8000 alloy series of aluminum is a mix when it comes to alloy constituents that makes it not possible to categorize the series into the table.
| General Weldability | Alloy Series |
|---|---|
| Easily weldable | 1000, 3000, 5000, and some 4000 |
| Can be welded with higher heat and speed | 2000, 6000, 7000, and some 4000 |
Note. From Steelworker, Volume 1, pp. 8–13 (Naval Education and Training Professional Development and Technology Center, 1996).
Table 21.2 shows the gas mixtures that may be used when welding aluminum. Additional gasses and mixtures are likely available that replace the expensive helium.
| Metals | Shielding Gas % | Welding Method | Polarity | |||||
|---|---|---|---|---|---|---|---|---|
| Argon | Helium | CO2 | O2 | H2 | GTAW | GMAW | ||
| Aluminum Alloys | 100 | X | DCEP | |||||
| 100 | X | AC | ||||||
| 100 | X | DCEN | ||||||
| 25 | 75 | X | ||||||
| Steel mild | 100 | X | DCEN | |||||
| 75 | 25 | X | DCEP | |||||
| 100 | X | |||||||
| 100 | X | |||||||
| 98 | 2 | X | ||||||
| Low alloy | 97 | 3 | X | DCEP | ||||
| 95 | 5 | X | ||||||
| 80 | 20 | |||||||
| 80 | 20 | |||||||
| Stainless | 99 | 1 | X | DCEP | ||||
| 95 | 5 | X | DCEN | |||||
| 80 | 20 | X | ||||||
| 100 | X | |||||||
| 100 | X | |||||||
| Titanium | 100 | X | DCEN | |||||
| 100 | X | |||||||
| 100 | X | |||||||
Note. “X” denotes a common/preferred combination. From Steelworker, Volume 1, Table 8-4 (Naval Education and Training Professional Development and Technology Center, 1996).
Parameters and gas mixtures can be found on your WPS or the filler metal manufacturer’s recommendations. Figure 21.3 shows a welder with a GTAW torch and aluminum base material.

It should be noted that shielded metal arc welding (SMAW) aluminum electrodes do exist but are not approved for code welding because it is not reliable enough—the process is prone to porosity and flux inclusions that promote internal corrosion. Therefore, welding aluminum with SMAW should be done in emergency situations only to get a weldment back to a repair shop where the temporary welds can be replaced with GMAW or GTAW. For example, if an aluminum trailer cracked, you could use SMAW to temporarily repair the trailer so it could be driven, while empty, to a shop to repair it. Know that repair shops and home welders who successfully use SMAW on aluminum may use special waveforms, techniques, and experience to ensure welds that meet their requirements. If you are not working with an experienced SMAW aluminum welder, it is recommended that you use GMAW or GTAW for home and hobby use to ensure a higher-quality weld.
Flux-cored arc welding and submerged arc welding have not had fluxes developed for commercial use and are not used for welding aluminum.
Uses of Aluminum in Industry Today
Aluminum is used as a lightweight alternative to steel due to its high strength-to-weight ratio by a variety of industries, as noted in Table 21.3. It has the added benefit of being 100% recyclable.
| Aluminum Alloy Series | Primary Alloying Elements | Industry Uses |
|---|---|---|
| 1000 | 99%+ pure aluminum | Electrical and chemical |
| 2000 | Copper | Aerospace |
| 3000 | Manganese | Sheet products, cans |
| 4000 | Silicon | Welding filler material |
| 5000 | Magnesium | Aerospace, automotive |
| 6000 | Silicon and magnesium | Aerospace, trucking, plate |
| 7000 | Zinc | Aerospace |
| 8000 | Miscellaneous | Miscellaneous |
Note. From Operator’s Circular Welding Theory and Application, pp. 7–66 (United States Army, 1993).
As a welder in Washington state, you will most likely encounter aluminum in the trucking, marine, and aerospace industries. In the aerospace industry aluminum is more commonly riveted than welded, but certain parts of the plane, such as the engine or landing gear, may be welded.


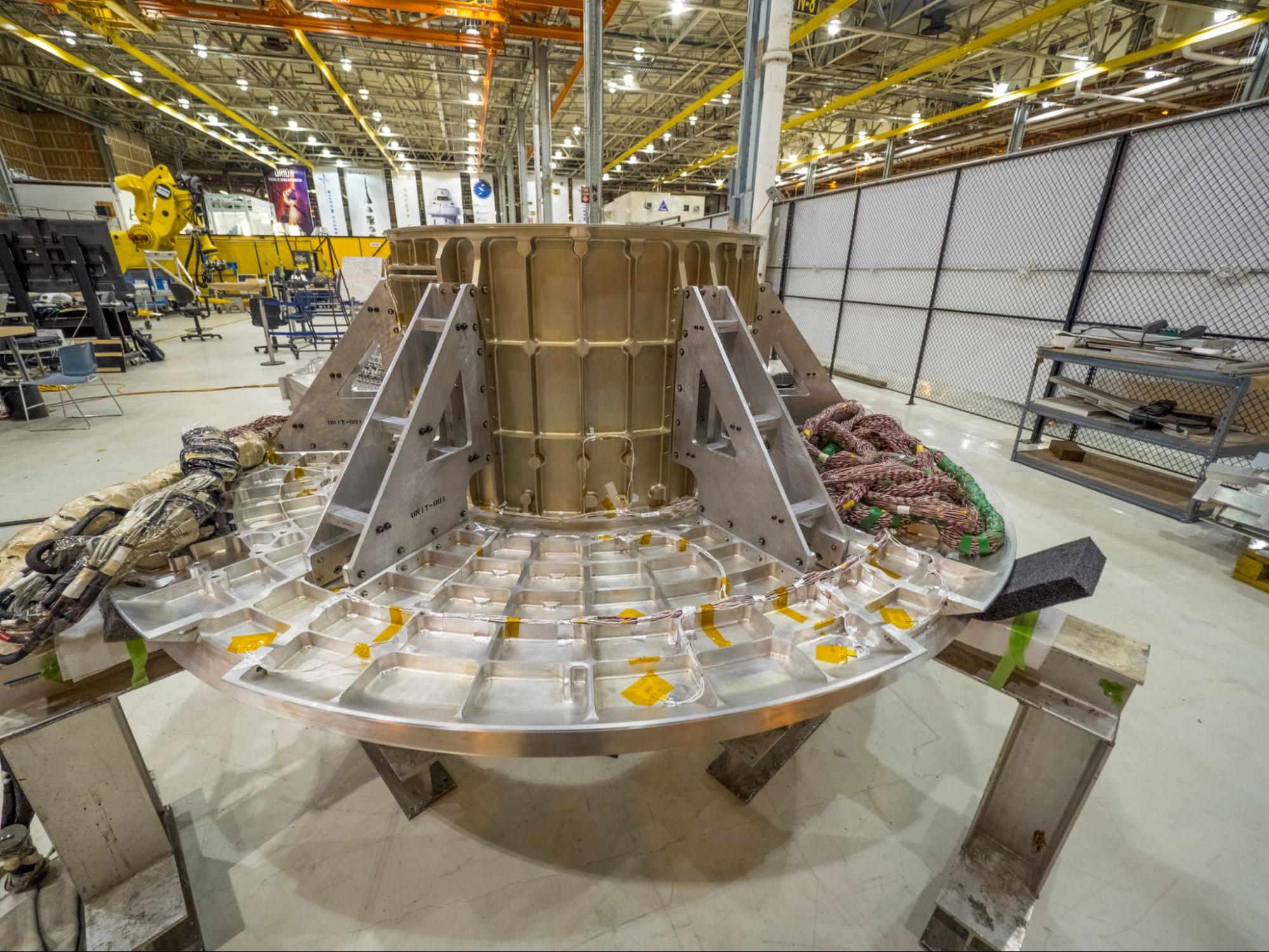
Aluminum is also used in sheet form in some car doors, as shown in Figure 21.6. There is research in regard to using friction stir welding for aluminum in the automotive industry. Friction stir welding is beyond the scope of this textbook; however, as an example of aluminum used in industry, car doors (Figure 21.6) and National Aeronautics and Space Administration (NASA) applications (Figures 21.7 and 21.8) are important to note. Figure 21.8 shows the base of the NASA Orion Spacecraft made from aluminum by friction stir welding.

Attributions
- Figure 21.1: Production. A-31 (“Vengeance”) dive bombers. Aluminum welding. This woman worker at Vultee-Nashville is pictured doing aluminum welding operating on one of the parts for the Vultee “Vengeance” dive bomber. The “Vengeance” (A-31) was originally designed for the French. It was later adopted by the RAF (Royal Air Force) and still later by the U.S. Army Air Forces. It is a single-engine, low-wing plane, carrying a crew of two men and having six machine guns of varying calibers. by Alfred T. Palmer, U.S. Office of War Information; Library of Congress, Prints & Photographs Division, Farm Security Administration/Office of War Information Black-and-White Negatives in the Public Domain; United States government work. The contents of the Library of Congress Farm Security Administration/Office of War Information Black-and-White Negatives are in the public domain and are free to use and reuse.
- Figure 21.2: Welder Joel Chavez welds a tooling fixture. by Department of Energy, Y-12 National Security Complex in the Public Domain; United States government work.
- Figure 21.3: Welding Aluminum Industry Edited 2020 by Tool Dude8mm is released under CC BY 2.0
- Figure 21.4: Gravel Roads Construction and Maintenance Guide by U.S. Department of Transportation, Federal Highway Administration in the Public Domain; United States government work
- Figure 21.5: Boat EM1B1873 (47987858617) by Bengt Nyman from Vaxholm, Sweden is released under CC BY 2.0
- Figure 21.6: Project 366 #172: 200620 Behind The Door by Pete is released under CC BY 2.0
- Figure 21.7: Michoud Assembly Facility. Pieces for the Orion spacecraft that will fly on Exploration Mission 1 are being prepared for welding at the Michoud Assembly Facility in New Orleans, Louisiana. by NASA Orion Spacecraft is released under CC BY-NC-ND 2.0
- Figure 21.8: Friction stir processing © Andrea Starr, Pacific Northwest National Laboratory Used with permission. Courtesy of Pacific Northwest National Laboratory, U.S. Dept. of Energy.

.jpg){kind=link}